 2020-06-29
2020-06-29 374
374Второй вид гибки выполняется почти всегда в горячем состоянии (осаживанием).
Гибка кромок прямых листов (листы судовых корпусов) не сопровождающаяся осаживанием, выполняется и в холодном состоянии на особых гибочных станках или прессах.
Обработка кромок и образование отверстий выполняется посте горячей гибки металла, так как при горячей обработке изменяются расстояния между отверстиями, а кромки под влиянием вытягивания или осаживания теряют правильные очертания.
При холодной гибке металла вначале обрабатываются кромки, образуются отверстия, а затем производится гибка.
Оборудование, инструмент и приспособления применяемые при гибки.
Разновидности гибки обусловливаются требованиями чертежа при изготовлении, например, скоб, петель, кронштейнов, колец и других изделий из листового, круглого и профильного металла.
Заготовки можно сгибать под углом, по радиусу и по фасонным кривым.
Ручную гибку часто производят в тисках с помощью слесарного молотка, используя при этом различные приспособления. Для получения правильной формы при гибке слесари часто пользуются специальными оправками, с помощью которых выполняют гибку заготовок и деталей сложного профиля. Особенно широко применяются приспособления при гибке партии одинаковых деталей. Последовательность операции зависит от размеров контура и материала заготовки.
Гибку можно выполнять по образцу, по месту, по разметке и по шаблону.
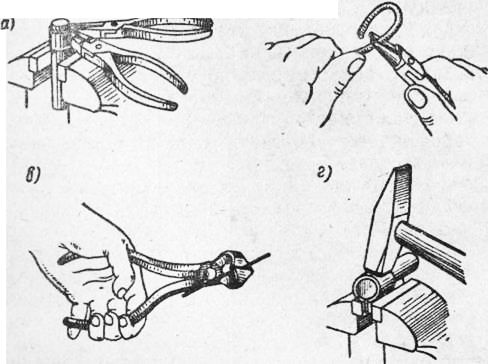
При изготовлении деталей из тонкого полосового металла и проволоки методом гибки применяют плоскогубцы для захвата, зажима и удержания мелких деталей. Окончательное формирование хомутика производят на оправке в тисках с помощью молотка.
Приемы ручной и механизированной гибки металлов различных сечений
Гибку деталей из тонких заготовок производят не ударами, а сглаживанием. Гибку заготовок из листового и полосового металла толщиной более 0,5 мм и из круглого материала диаметром более 4 мм выполняют на оправках ударами молотка. Форма оправки должна соответствовать форме изгибаемого профиля с учетом деформации металла.
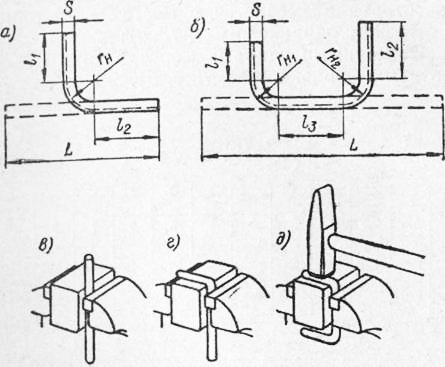
Для выполнения гибки деталей необходимо определить длину заготовки. Расчет длины заготовки производят по чертежу детали. Чертеж детали разбивают на отдельные участки, подсчитывают их длину с учетом радиусов всех изгибов, затем суммируют полученные результаты и находят общую длину заготовки.
Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, величина излишка металла (припуска) на изгиб составляет от 0,6 до 0,8 толщины металла.
Для этого необходимо:
1. Разбить угольник на отдельные участки и подсчитать их размеры: L1=50 мм, L2 = 80 мм, L3= 4 мм.
2. Вычислить общую длину заготовки по формуле
3. Отрубить заготовку длиной 132,4 мм и выправить ее на плите и наковальне.
4. Опилить место сруба по ширине заготовки в размер под прямым углом.
5. На месте изгиба заготовки нанести чертилкой разметочную риску (рис. 1,б) и зажать полосу в тисках между двумя накладными губками — нагубниками (рис. 1, в).
6. Загнуть полку угольника, нанося равномерные удары молотком всей поверхностью бойка (рис. 1,г).
Виды брака при правке и гибки металлов и правила ТБ
Виды брака. Основными видами брака при правке металла являются забоины на обработанных поверхностях от ребра молотка и вмятины — следы от бойка молотка, имеющего неправильную и негладкую поверхность. Эти дефекты обычно являются следствием неумения правильно наносить молотком удары или результатом применения молотка, на бойке которого имеются выщербины и забоины.
При гибке металла брак получается из-за неправильных размеров согнутых заготовок, косого загиба и повреждения обработанных поверхностей. Причинами этих видов брака являются: неправильная разметка мест гибки, небрежный зажим заготовки в тисках (выше или ниже разметочной риски), нанесение слишком сильных ударов, применение неправильных по размеру оправок.
При навивке пружин брак может получиться вследствие неправильного выбора диаметра проволоки, оправки, внутреннего или наружного диаметра пружины, длины пружины и количества витков. При внимательном и серьезном отношении к работе избежать брака нетрудно.
Техника безопасности. В целях обеспечения безопасности при правке заготовок на листоправильных машинах необходимо в первую очередь проверить состояние заземления и исправность ограждающих устройств. Пусковые и выключающие устройства проверяются неоднократным пуском машины вхолостую и выключением ее.
При правке заготовок, имеющих вырезы (окна), подавать заготовку нужно за край, а не за вырезы, так как вместе с деталью на валки могут быть затянуты руки. Чтобы не поранить рук во время правки, нужно пользоваться брезентовыми рукавицами.
При работе на гибочных станках с ручным приводом следует проверить состояние гибочных линеек, траверс и винтового прижима. Запрещается гнуть металл, толщина которого больше, чем указано в паспорте станка.
При работе на гибочных прессах и профилегибочных гтанках в первую очередь нужно ознакомиться с инструкциями по технике безопасности, проверить состояние заземления, ограждений, пусковых и выключающих устройств правильность установки штампов и роликов.
При правке и гибке нужно работать молотком, хорошо насаженным на ручку. Бойки молотков не должны иметь трещин, забоин и заусенцев. Необходимо систематически проверять насадку молотка на ручку.
Резка металла
это технологический процесс, который осуществляется с целью изготовления деталей с заданными формами и размерами, при помощи универсальных станков, специального металлорежущего оборудования и различных режущих инструментов.








