2020-06-29
2020-06-29 1672
1672
При сверлении отверстий встречаются следующие основные виды брака.
· Грубая поверхность просверленного отверстия получается при работе тупым или неправильно заточенным сверлом при большой величине подачи и недостаточном охлаждении сверла.
· Диаметр просверленного отверстия, превышающий заданный, получается вследствие неправильного выбора размера сверла, неправильной его заточки (неравные углы у режущих кромок, режущие кромки разной длины, смещение поперечной кромки сверла), наличия люфта в узле шпинделя станка и пр.
· Смещение оси отверстия получается в ре зультате неправильной разметки детали (при сверлении по разметке), неправильной установки и слабого крепления детали на столе станка (деталь сдвинулась при сверлении), биения сверла в шпинделе и увода сверла в сторону
· Перекос оси отверстия может быть вызван неправильной установкой детали на столе станка или в приспособлении, попаданием стружки под деталь, неперпендикулярностью стола к шпинделю станка и чрезмерно большим нажимом на сверло при его подаче
Зенкование и зенкерование отверстий
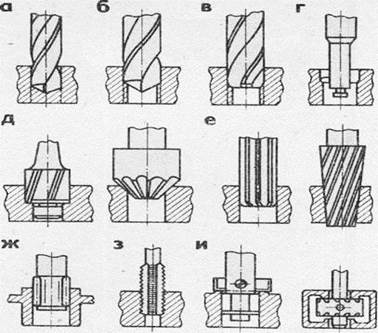
· Зенкованием называется обработка выходной части отверстия, например снятие заусенцев с краев отверстия, расширение центровых отверстий, образование углублений под потайные головки винтов и заклепок. Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой.
· Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления в отверстии под опоры конических головок винтов и заклепок и для центрования отверстий. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
· Зенкерованием называется обработка готовых отверстий, полученных отливкой, штамповкой или сверлением, с целью придать им строго цилиндрическую форму, большую точность и лучшую чистоту поверхности.
· Зенкование и зенкерование, как и процесс сверления, происходит при двух совместных относительных движениях инструмента — вращательном и поступательном вдоль оси. Сверло, выбираемое для сверления отверстия под обработку зенкером, должно иметь диаметр, уменьшенный против диаметра окончательно обработанного отверстия на величину припуска.