 2020-08-05
2020-08-05 226
226
Источники для сварки неплавящимся электродом. Особенности горения дуги и требования к источникам. Вспомогательные устройства. Источники разнополярных импульсов. Источники питания сжатой дуги. Особенности горения сжатой дуги и источники для плазменной сварки. Источники для микроплазменной сварки. Тиристорные источники. Инверторные источники. Источники для электрошлаковой сварки. Лазерная сварка. Электронно-лучевая сварка.
К специализированным источникам относятся источники питания дуги, обладающие технологическими свойствами, обеспечивающими устойчивое горение дуги при сварке легированных сталей и цветных металлов плавящимся и неплавящимся электродами, а также тонких деталей. В специализированных источниках широко применяют различные осцилляторы, импульсные стабилизаторы горения дуги переменного тока, устройства плавного снижения тока в конце сварки при заварке кратера.
Источники для сварки постоянного тока выполняются на базе схемы с тиристорным регулированием выходного тока и обратной связи по выходному току и напряжению. В них предусмотрены возможность управления формой, величиной и продолжительностью импульсов, подаваемых на тиристоры силовых выпрямительных блоков. Схемы обеспечивают стабилизацию выходных токов при изменении напряжения питающей сети, длины дуги, температуры окружающей среды.
Источники серии ВСВУ и ВСВ и УДГ используют для сварки неплавящимся электродом легированных сталей и титановых сплавов открытой и сжатой дугой в непрерывном и импульсном режимах. Они стабилизируют сварочный ток в пределах ±2,5 % при изменении напряжения питающей сети ±10 % и длины дуги от 0,5 до 6 мм. Кроме того, эти источники создают модулирование сварочного тока с импульсами прямоугольной и треугольной формы, а также плавное снижение сварочного тока от рабочего до минимального значения. В конце сварки при заварке кратера. Источники серии ВСВ предназначены для сварки на постоянном токе погруженной дугой неплавящимся электродом легированных сталей и титановых сплавов.
Источники серии ВСП предназначены для дуговой сварки плавящимися электродами в среде защитных газов высоколегированных сплавов. Они обеспечивают минимальное разбрызгивание присадочного металла, плавное регулирование угла наклона внешней характеристики и стабилизацию сварочного тока. Характеристики источника (ВАХ) может быть жесткой и пологопадающей, что необходимо при сварке на больших плотностях тока плавящимся электродом.
Источники питания серии ВПР предназначены для плазменной резки всех сталей, алюминиевых, титановых, медных и других сплавов. Они построены по тому же принципу, что и источники серии ВСВУ и выпускаются на токи 80, 315, и 630 А. Источники ВПР обеспечивают плавное, регулируемое во времени нарастания тока в начале процесса резки от минимального до заданного и плавное, регулируемое во времени нарастание тока в начале процесса резки от минимального до заданного и плавное, регулируемое во времени снижение тока в конце процесса резки до минимального.
Источник постоянного тока (рис. 4.8) рекомендуется для сварки большинства материалов малой и средней толщины за исключением алюминиевых сплавов.
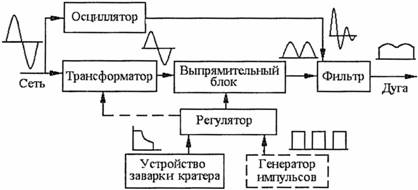
Рисунок 4.8 – Блок-схема источника постоянного тока
Сварка выполняется, как правило, дугой прямой полярности (– на электроде). В сравнении с дугой обратной полярности здесь более благоприятное распределение тепла дуги, поскольку большая его часть идет в анод – свариваемое изделие. Это позволяет увеличить токовую нагрузку на электрод и, следовательно, поднять производительность. Обычно источник представляет собой выпрямитель, состоящий из трансформатора и выпрямительного блока на диодах или тиристорах. Возможно использование транзисторного выпрямителя или инверторного источника. Начальное зажигание дуги выполняется бесконтактным способом с помощью высоковольтного высокочастотного генератора – осциллятора или возбудителя, либо контактным способом мягкого пуска. Защита основного источника от высокого напряжения осциллятора осуществляется с помощью фильтра высоких частот. Мягкий (холодный) пуск выполняется при токе короткого замыкания, в несколько раз меньшем сварочного тока, поскольку при обычном коротком замыкании наблюдается недопустимое загрязнение шва вольфрамом и повышенный расход электрода. В сравнении с высокочастотным при мягком пуске ниже уровень электромагнитных помех, наводимых источником в сети и эфире. Заварка кратера при механизированной сварке должна обеспечиваться посредством плавного снижения тока с помощью специального устройства. Обычно регулятор тока воздействует на тиристорный выпрямительный блок или обмотку управления трансформатора, в современных конструкциях настройка тока выполняется с помощью инвертора или полупроводникового регулятора.
Требования к источнику для сварки на постоянном токе распространяются и на большинство других источников для сварки неплавящимся электродом. Характеристика условной рабочей нагрузки соответствует уравнению Up = 10 + 0,04Iд, т. е. рабочее напряжение почти в 1,5-2 раза ниже, чем при сварке покрытым электродом. Внешняя характеристика должна быть падающей с напряжением холостого хода от 50 до 100 В, т.е. в 4-6 раз превышающим рабочее. При этом обеспечивается устойчивость процесса сварки и стабильность тока при колебаниях длины дуги, что особенно важно при малой толщине изделия. Регулирование тока должно быть плавным с очень высокой кратностью – не менее 5, а иногда до 100. Это необходимо в частности для обеспечения снижения тока при заварке кратера или при мягком пуске.
Программное управление последовательностью и длительностью включения отдельных устройств сварочной установки иллюстрируется циклограммой (рис. 4.9).

Рисунок 4.9. – Циклограмма аргоно-дуговой сварки
Газ до сварки подается в интервале tпрегаз = 0,5-1 с (Pregas) для обеспечения надежного возбуждения дуги и качественной защиты начала шва. Зажигание дуги выполняется высокочастотным разрядом (HF – high frequency) в течение не более 1 с или мягкий пуском (Soft start, Cold start). Сила тока мягкого пуска Iмп назначается на уровне 0,1-0,3 от сварочного. Длительность мягкого tмп обычно не настраивается, она ограничивается либо прекращением контакта электрода с деталью, либо отпусканием кнопки на горелке. Плавное нарастание (Up slope) основного тока tнар обеспечивает постепенный нагрев электрода и предотвращает начальный выплеск сварочной ванны. Снижение тока (Down slope) в течение tспад = 0-20 с необходимо для заварки кратера, оно увеличивается при большой толщине свариваемого изделия и высоком значении сварочного тока. Подача газа после сварки (Postgas) необходима для защиты шва в процессе кристаллизации и остывания, ее длительность tпосгаз = 2-25 с зависит от размеров сварочной ванны.
Управление циклом при аргоно-дуговой сварке с помощью кнопки на горелке может выполняться в двух вариантах: с двух- и четырехтактным циклом. При двухтактном цикле после нажатия кнопки последовательно проходят этапы предварительной подачи газа, зажигания, нарастания тока и собственно сварки, а для завершения цикла кнопку отпускают, в результате чего установка переходит к этапам снижения тока и подачи газа после сварки. Такой цикл предпочтителен при сварке коротких швов. Четырехтактный цикл идет в следующем порядке: после нажатия на кнопку следуют подача газа до сварки, зажигание и работа в режиме поисковой дуги (мягкий пуск, пока нажата кнопка). После отпускания кнопки следует нарастание тока и длительная сварка до следующего нажатия на кнопку. При втором нажатии начинается снижение тока для заварки кратера, а при отпускании кнопки отсчитывается время подачи газа после сварки. Такой цикл рекомендуется при выполнении длинных швов.
Циклограмма может быть усложнена предварительной настройкой двух уровней тока Iд1 и Iд2 например, при попеременной сварке то в нижнем, то в вертикальном положении. Переход от одного режима к другому осуществляется кратковременным нажатием кнопки на горелке (Click control).








