 2020-08-05
2020-08-05 171
171ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
Тема: Разработка технологического процесса механической обработки детали «Винт»
| Разработала ___________/ Катихина Е.Н | |
| Руководитель _________/ В.М. Михеев | |
| Рецензент __________А.А. Девятайкин |
2020г.
Министерство образования, науки и молодежной политики Нижегородской области
ГБПОУ «Первомайский политехнический техникум»
УТВЕРЖДАЮ профессия 15.01.25
Зам. директора по УПР отделение дневное
___________Галвнин Д.Е группа 32___
«__»________2020г
ЗАДАНИЕ
НА ПИСЬМЕННУЮ ЭКЗАМЕНАЦИОННУЮ РАБОТУ
Выдано студентке Катихиной Екатерине Николаевне
ТЕМА РАБОТЫ Разработка технологического процесса механической обработки детали «Винт»
Содержание письменной экзаменационной работы
Пояснительная записка должна иметь: общий, технологический и
организационный разделы.
Технологический раздел: требования к заготовке, маршрут механической обработки детали, выбор режущего и измерительного инструмента и оборудования; разработка технологической карты механической обработки детали, расчет режимов резания (на один переход)
Организационный раздел : организация рабочего места, охрана труда.
Графический раздел: чертеж детали
Рассмотрено на заседании МК Задание получил
Председатель МК _________________
_________/Елсукова А.Н. «» 2020г.
Руководитель работы
__________/В.М. Михеев
МИНИСТЕРСТВО ОБРАЗОВАНИЯ НИЖЕГОРОДСКОЙ ОБЛАСТИ
Государственное бюджетное профессиональное образовательное учреждение
Министерство образования, науки и молодежной политики Нижегородской области
ГБПОУ «Первомайский политехнический техникум»
ОТЗЫВ
на письменную экзаменационную работу
Группа № 32
Специальность 15.01.25 Станочник(металлообработка)
Отделение дневное
Фамилия, имя, отчество студента ________________________________________________
Тема письменной экзаменационной работы _______________________________________
__________________________________________________________________________________________________________________________________________________________
1. Общая характеристика письменной экзаменационной работы:______________________
_____________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________
2. Соответствие заданию по объему и степени разработки основных разделов письменной экзаменационной работы:_______________________________________________________
_____________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________
3. Положительные стороны работы:______________________________________________
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________
4. Недостатки в пояснительной записке и ее оформлении:____________________________
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________
5. Степень самостоятельности при разработке вопросов задания: __________________________________________________________________________________________________________________________________________________________
_____________________________________________________________________________
6. Степень подготовки обучающегося в вопросах охраны труда.
__________________________________________________________________________________________________________________________________________________________
_____________________________________________________________________________
Работа заслуживает ___________________________оценки
Руководитель работы _____________ Михеев В.М.
«___» ______________ 20120г.
Зам. директора по УПР _____________Галынин Д.Е.
Министерство образования, науки и молодежной политики Нижегородской области
ГБПОУ «Первомайский политехнический техникум»
Р Е Ц Е Н З И Я
на письменную экзаменационную работу
Группа № 31
Специальность 15.01.25 Станочник (металлообработка)
Отделение дневное
Фамилия, имя отчество студента____________________________________________
Тема письменной экзаменационной работы________________________________________
__________________________________________________________________________________________________________________________________________________________
РЕЦЕНЗИЯ ДОЛЖНА ОБЯЗАТЕЛЬНО ВКЛЮЧАТЬ:
1. Заключение о степени соответствия выполненной письменной работы заданию.
2. Характеристику выполнения каждого раздела работы.
3. Оценку качества выполнения пояснительной записки.
4. Перечень положительных качеств письменной экзаменационной работы и его основных недостатков, (если последние имеют место).
5. Отзыв о работе в целом и его общую оценку по пятибалльной системе.
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Работа заслуживает ___________________________оценки
Рецензент: мастер п/о ГБПОУ ППТ Девятайкин А.А
Подпись _________________
«__»____________ 2020 г.
Содержание письменной экзаменационной работы:
Общий раздел:..................................................................................................1
Введение............................................................................................................1
Технологический раздел:.................................................................................3
- требования к заготовке;.................................................................................2
- маршрут механической обработки детали;.................................................5
- выбор режущего и измерительного инструмента.......................................6
- выбор оборудования;....................................................................................8
- разработка технологической карты механической обработки детали;....12
- расчет режимов резания на один переход...................................................18
Организационный раздел:...............................................................................19
- организация рабочего места станочника;....................................................19
- охрана труда....................................................................................................21
Графический раздел:.........................................................................................23
- чертеж детали..................................................................................................23
Список используемой литературы..................................................................24
Приложения.......................................................................................................25
1.Общий раздел
1.1 Введение
 Станочник — одна из самых распространенных профессий металлообрабатывающей промышленности. Предприятия и объединения металлообрабатывающей промышленности входят в различные отрасли хозяйства — от металлоремонтной (авто-, судоремонтной и т.п.), лесной, деревообрабатывающей, медицинской промышленности до многообразных отраслей машиностроения.
Станочник — одна из самых распространенных профессий металлообрабатывающей промышленности. Предприятия и объединения металлообрабатывающей промышленности входят в различные отрасли хозяйства — от металлоремонтной (авто-, судоремонтной и т.п.), лесной, деревообрабатывающей, медицинской промышленности до многообразных отраслей машиностроения.
Машиностроение как материальная основа технического перевооружения производства, в свою очередь, включает в себя такие крупные подотрасли, как энергетическое машиностроение, электротехническая, станкостроительная и инструментальная промышленности, приборостроение, тракторное и сельскохозяйственное машиностроение и т.д.
Специалисты, работающие в любой из этих отраслей производства, должны представлять себе производственный процесс, основные стадии производства: заготовительную, обрабатывающую и обслуживающую, помнить, что основными задачами, которые решает рабочий в процессе производства, являются повышение качества изготовления изделий, снижение себестоимости продукции, повышение производительности труда. Для решения этих задач нужны теоретические знания и практические навыки работы, которые будущие станочники приобретают при обучении.
Современные рабочие должны уметь переналаживать оборудование, на котором производится обработка изделий, выбирать рациональные режимы резания, контролировать качество обработки с помощью контрольно-измерительных инструментов, диагностировать оборудование и устранять возникшие неполадки.
В настоящее время станочный парк оснащен станками с программным управлением, роботизированными комплексами, гибкими производственными системами, автоматическими линиями, которые не только повышают качество обработки изделий, но и позволяют стабилизировать точностные показатели.
 Оборудование с программным управлением обеспечивает автоматический процесс обработки, сокращение времени наладки, возможность многостаночного обслуживания, повышение качества продукции, производительности труда и культуры производства. Станосник должен уметь обслуживать не только универсальные станки, но и станки с программным управлением, поэтому он должен обладать глубокими знаниями, чтобы творчески решать такие задачи, как составление программ обработки деталей, введение их в блок управления станка, выбор инструмента, позволяющего повысить скорость резания (например, инструмент, оснащенный твердым сплавом, эльбором, алмазами).
Оборудование с программным управлением обеспечивает автоматический процесс обработки, сокращение времени наладки, возможность многостаночного обслуживания, повышение качества продукции, производительности труда и культуры производства. Станосник должен уметь обслуживать не только универсальные станки, но и станки с программным управлением, поэтому он должен обладать глубокими знаниями, чтобы творчески решать такие задачи, как составление программ обработки деталей, введение их в блок управления станка, выбор инструмента, позволяющего повысить скорость резания (например, инструмент, оснащенный твердым сплавом, эльбором, алмазами).
Качественные теоретические знания и их постоянное совершенствование в процессе производственной деятельности позволяют повысить уровень профессионального мастерства станочника.
2. Технологический раздел.
2.1 Требования к заготовке.
 Заготовку для детали «Винт» согласно требованиям чертежа выбираем из качественной конструкционной углеродистой стали марки 45. ГОСТ 1050 – 88. Она выплавляется как правило в мартеновских печах. В соответствии с заказом, сталь может поставляться как с термической обработкой в виде отжига или нормализации, или высокого отпуска, так и без термической обработки. Качественная углеродистая сталь подразделяется на сталь с нормальным и повышенным содержанием марганца.
Заготовку для детали «Винт» согласно требованиям чертежа выбираем из качественной конструкционной углеродистой стали марки 45. ГОСТ 1050 – 88. Она выплавляется как правило в мартеновских печах. В соответствии с заказом, сталь может поставляться как с термической обработкой в виде отжига или нормализации, или высокого отпуска, так и без термической обработки. Качественная углеродистая сталь подразделяется на сталь с нормальным и повышенным содержанием марганца.
Химический состав
| марка | углерод % | кремний % | марганец % | сера не более % | фосфор не более % | хром % | никель % |
| Сталь 45 | 0.42- 0.50 | 0.17-0.37 | 0.50-0.80 | 0.045 | 0.040 | 0.30 | 0.30 |
Механические свойства
|
Марка стали | Предел текучести Н /мм² | Предел прочности Н /мм² | Относительное удлинение % | Сужение площади поперечного сечения % | ||
| Не менее | Не менее | |||||
| Сталь 45 | 340 |
600
| 16 | 40 | ||
2.2 Расчет заготовки
Расчет заготовки производим исходя из данных чертежа. Наибольший диаметр детали равен 30 мм. Пользуясь таблицами справочника находим припуски на обработку.
Диаметр заготовки находим по наибольшему диаметру детали 30 мм.
По таблице справочника припуск на черновое обтачивание будет
равен 4,5 мм.
Припуск на чистовое обтачивание по справочнику будет 1,5 мм.
Общий припуск будет равен: 4,5 мм + 1,5 мм = 6,0 мм.
Находим диаметр заготовки.
Dзаг. = 30 мм + 6,0 мм. = 36 мм.
Корректируем диаметр заготовки по сортовому прокату
Dзаг. = 35 мм
Так, как деталь обрабатывается в центрах, то длина заготовки будет
Lз= Lд + 2 припуска на подрезание торцов.
По справочнику определяем припуск на подрезание торцов.
 Он = 1,5мм.
Он = 1,5мм.
Определим длину заготовки исходя из длины детали по чертежу и
припусков на подрезание торцов.
L заг. = L дет.+ L 2х торцов
L заг. = 205 мм + 1,5мм +1,5мм =208мм
| Размеры заготовки. | |
| длина | диаметр |
| 208 | 35 мм |
2.2  Маршрут механической обработки детали «Винт».
Маршрут механической обработки детали «Винт».
Установка А. установить заготовку в 3х кулачковом патроне и закрепить за Ø35 мм.
Операция 005 токарная:
Переход 1: Подрезать торец (поверхность 1) на Ø 35 мм.
Переход 2: Центровать (поверхность 2) с одной стороны.
Переход 3: Подрезать торец (поверхность 3) на Ø 35 мм с другой стороны.
Переход 4: Центровать (поверхность 4) с другой стороны.
Установка Б – Установить деталь в центрах
Операция 010 токарная:
Переход 1: Обточить (поверхность 5) с Ø 35мм до Ø 32мм на длину 205 мм. начерно.
Переход 2: Обточить (поверхность 5) с Ø 32мм до Ø 30 мм на длину 205мм. начисто
Переход 3: Обточить (поверхность6) с Ø 30мм до Ø 26мм на длину 70 мм. начерно.
Переход 4: Обточить (поверхность 6) с Ø 26мм до Ø 24-0.2 мм на длину 70мм. начисто.
Переход 5: Проточить канавку (поверхность 7) Ø 20мм шириной 10мм
Переход 6: Обточить 2 фаски(поверхность 8 и9) 2 × 45° на 24 мм.
Переход 7: Нарезать резьбу М 24(поверхность 10) на длину 60 мм.
Установка В - Перевернуть деталь и закрепить в центрах.
Операция 015 токарная:
Переход 1. Обточить (поверхность 11) с Ø 30мм до Ø 24 мм на длину 130 мм.
Переход 2: Обточить (поверхность 12) с Ø 24мм до Ø 18 мм на длину 40 мм. начерно.
Переход 3: Обточить (поверхность 12) с Ø 18мм до Ø 16-0.2 мм на длину 40 мм. начисто
Переход 4: Проточить канавку (поверхность 13) Ø 13 мм шириной 3мм.
Переход 5: Обточить фаску (поверхность 14) 1.5 × 45° на 16 мм.
Переход 6: Нарезать резьбу М 16 (поверхность 15) на длину 37 мм.
Установка Г – Установить деталь в призме сверлильного станка
Операция 020 сверлильная:
Переход 1: Сверлить отверстие Ø 3мм 9поверхность 16) на Ø 16 мм.
Установка Д: Снять деталь со станка.
2.3 Выбор режущего и измерительного инструмента.
 Для обработки детали «Винт» выбираем следующие режущие инструменты:
Для обработки детали «Винт» выбираем следующие режущие инструменты:
1.- Для подрезания торцов, обтачивания фасок, а также обтачивания наружных цилиндрических поверхностей выбираем проходной отогнутый резец с пластинкой твердого сплава марки Т15К6.
2.- Для зацентровки отверстия выбираем центровочное сверло из быстрорежущей стали марки Р6М5.
3.- Для обтачивания поверхностей с уступами выбираем проходной упорный резец с пластинкой твердого сплава марки Т15К6.
4. – Для сверления отверстия мм выбираем спиральное сверло из быстрорежущей стали марки Р6М5.
5. – Для нарезания резьбы выбираем резьбовой резец с пластинкой твердого сплава марки Т15К6.
Материалы режуших инструментов
Т15К6 – титано-кобальтовый твердый сплав.
Р6М5 – быстрорежущая инструментальная
легированная сталь.
Контрольно-измерительный инструмент.
Для измерения длины и диаметров выбираем штангенциркуль ШЦ1
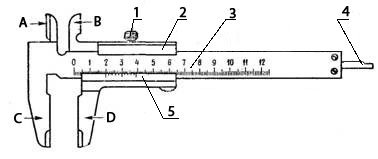
F-B – измерительные губки для внутренних поверхностей.
C-D – измерительные губки для наружных поверхностей.
1. Стопорный винт.
2.Рамка.
3.штанга.
4. линейка глубиномера.
5. нониус.
Для контроля резьбы выбираем резьбовые кольца М 30×1,5.

 2.4 Технические характеристики оборудования.
2.4 Технические характеристики оборудования.
Для токарной обработки данной детали выбираем токарно-винторезный станок модели
1А616. Его технические характеристики полностью соответствуют для обработки нашей детали по размерам и мощности.
Основные размеры
Высота центров, мм ………………………………………………….165
Расстояние между центрами, мм …………………………………………. 710
Размеры обрабатываемых изделий
Наибольший диаметр обрабатываемого прутка, мм………………….. 34
Наибольший диаметр изделия, устанавливаемого
над суппортом, мм…………………………………………………….......... 180
Наибольший диаметр изделия, устанавливаемого
над станиной, мм……………………………………………………………. 320
Наибольшая длина обтачивания, мм …………………………………. 660
Шаг нарезаемой резьбы:
метрической, мм ……………………………………………….0,5—24
дюймовой, число ниток на 1" ……………………………………..56—1
модульной, в модулях …………………………………………0,25—22
питчевой, в питчах ………………………………………………..128—2
Суппорт
Количество резцов в резцедержателе…………………………………...4
Наибольшие размеры державки резца, мм;
ширина ………………………………………………………….20
высота ………………………………………………………………...25
Расстояние от опорной поверхности резца
до линии центров, мм………………………………………………………... 25
Наибольшее расстояние от оси центров до
кромки резцедержателя, мм ………………………………………………….. 170
Количество суппортов:
передних ……………………………………………................................1
задних ………………………………………………………………..нет
Количество резцовых головок в переднем
суппорте ……………………………………………................................1
Наибольшее перемещение, мм:
продольное поперечное
от руки ……………………………………………………..670 195
по валику ………………………………………………670 —
по винту ……………………………………………………..670 195
Выключающие упоры …………………………….......отсутствуют
Быстрое перемещение, м/мин ……………………………отсутствует
 Перемещение на одно деление лимба, мм:
Перемещение на одно деление лимба, мм:
продольное ………………………………………………………………..1
поперечное …………………………………………………………..0,05
Перемещение на один оборот лимба, мм:
продольное …………………………………………………………..110
поперечное......................................................................................................5
Пределы продольных и поперечных подач, мм/об
Шпинделя…………………………………………………………….0,005-0,91
Резцовые салазки
Наибольший угол поворота, град..........................................................90
Цепа одного деления шкалы поворота, град ……………………………1
Наибольшее перемещение, мм …………………………………………...120
Цена одного деления лимба, мм …………………………………………....... 0,05
Перемещение на один оборот лимба, мм…………………………………... 3
Резьбоуказатель ………………………………………………отсутствует
Предохранение от перегрузки …………………………………имеется
Блокировка ……………………………………………………...имеется
Шпиндель
Пределы скоростей прямого и обратного
вращения, об [мин …………………………………………………….9—1800
(11--2240 по заказу)
Внутренний конус ……………………………………………….Морзе № 5
Диаметр отверстия шпинделя, мм ………………………………………….. 35
Торможение шпинделя ……………………………………………..имеется
Блокировка рукояток ………………………………………………..имеется
Задняя бабка
Внутренний конус ……………………………………………….Морзе № 4
Наибольшее' перемещение пиноли, мм…………………………………… 120
Цена одного деления шкалы перемещения пиноли, мм:
Линейки……………………………………………………………………1
нониуса …………………………………………………………………..--








