 2020-08-05
2020-08-05 1047
1047
Основным источником получения кадмия на цинковых заводах является медно-кадмиевый кек. В связи с внедрением комплексной очистки растворов сульфата цинка от примесей цинковой пылью состав медно-кадмиевого кека изменился, и он стал, по существу, коллективным продуктом. В нем наряду с цинком и кадмием присутствуют медь, железо, кобальт, никель, мышьяк, сурьма, таллий, индий, германий, кремнезем и другие компоненты. Соответственно усложнилась и технология извлечения кадмия из этого продукта.
Поэтому на отечественных цинковых заводах в соответствии с характером перерабатываемого сырья применяют различные технологические схемы и производственные операции для получения металлического кадмия. Среди них можно выделить две принципиально различные технологии: получение кадмия электролитическим способом (рис. 94) и методом цементации (рис. 95). Вместе с тем общими производственными операциями. Для обеих технологий являются выщелачивание медно- кадмиевых кеков, подготовка растворов для осаждения кадмия, плавка и рафинирование кадмия.

Рис. 94. Принципиальная схема получения кадмия путем осаждения губки и электролиза раствора

Рис. 95. Принципиальная схема получения кадмия методом цементации
Выщелачивание медно-кадмиевого кека
Основная цель этой операции заключается в переводе цинка и кадмия в раствор и отделении от этих металлов меди для облегчения последующей переработки кадмиевых растворов. Растворителем обычно служит отработанный цинковый электролит с кислотностью 130-170 г/л. При необходимости электролит подкрепляют крепкой серной кислотой. Медно-кадмиевый кек транспортируется в виде пульпы. Выщелачивание его производят в чанах с механическим или пневматическим перемешиванием периодического или непрерывного действия.
В первую очередь из медно-кадмиевого кека растворяется цинк, затем кадмий по реакциям
Zn + H2SO4 = ZnSO4 + Н2; (105)
Cd + H2SO4 = CdSO4 + H2. (106)
Присутствие в пульпе окислителей ускоряет растворение цинка и кадмия. Наличие в растворе ионов меди также способствует растворению цинка и кадмия, так как медь вступает во взаимодействие с металлическими цинком и кадмием по реакциям
Zn + CuSO4 = ZnSO4 + Сu; (107)
Cd + CuSO4 = CdSO4 + Сu, (108)
сама при этом переходит в осадок. Поэтому ионы меди используются при растворении кадмия и цинка в качестве ускорителя. Для этого, с одной стороны, в раствор добавляют пульпу или раствор, содержащий ионы меди, с другой, в процессе выщелачивания принимают меры для перевода цементной меди в ионное состояние.
В связи с тем, что ионы меди вытесняются из раствора цементными цинком и кадмием, увеличение концентрации ее в растворе становится заметным только к концу операции выщелачивания, когда основная масса цинка и кадмия уже перешла в раствор. Переходу меди в ионное состояние способствует окисление ее воздухом и марганцевой рудой или шламом, как это видно из следующихреакций:
Сu + H2SO4 + 0,5О2 = CuSO4 + Н2О; (109)
MnO2+2FeSO4+2H2SO4 = Fe2(SO4)3+MnSO4+2H2O; (110)
Fe2(SO4)3 + Сu = CuSO4 + 2FeSO4. (111)
Поэтому на всех заводах растворение медно-кадмиевого кека ведут с применением указанных окислителей. Выщелачивание проводят в течение 8-20 ч при подогреве пульпы острым паром до температуры 8090° С и продувке ее сжатым воздухом, если операцию осуществляют в чанах с механическим перемешиванием.
При выщелачивании в раствор наряду с цинком, кадмием и медью переходят кобальт, никель, сурьма, таллий и другие примеси. После того как ионы меди выполнят свою роль ускорителя при растворении цинка и кадмия из медно-кадмиевого кека, их необходимо высадить из раствора. Для этого перед концом выщелачивания пульпу доводят до кондиции путем подачи в чан небольших порций медно-кадмиевого кека из расчета получения рН = 4÷5 и снижения содержания меди до 0,5-1,2 г/л. Небольшое количество меди в растворе нужно оставлять для обеспечения полноты растворения цинка и кадмия и последующей очистки растворов от кобальта. После выщелачивания пульпу направляют в сгуститель. При необходимости в сгуститель подают раствор полиакриламида. Верхний слив сгустителя поступает на дальнейшую переработку, а нижняя сгущенная пульпа, представляющая собой медный остаток, направляется на довыщелачивание цинка и кадмия с целью последующего использования остатка в качестве медьсодержащего продукта.
В результате выщелачивания получают богатый кадмиевый раствор (верхний слив сгустителя) и медный кек. Состав кадмиевого раствора, г/л: 8-12 Cd; 130-140 Zn; 0,5-1,2 Сu; рН = 4÷5; твердое 1-3. Состав медного кека, %: 35-45 Сu; 6-10 Zn; 0,4-1,0 Cd.
Подготовка растворов для осаждения кадмия
На каждом из отечественных цинковых заводов сложилась, по существу, своя технология приготовления чистых растворов для последующего осаждения из них кадмия. Большинство заводов использует для этого метод осаждения и растворения кадмиевой губки в сочетании с очисткой растворов от примесей. Так, в кадмиевом производстве Лениногорского и Алмалыкского цинковых заводов технология основана на осаждении одной кадмиевой губки, на других предприятиях кадмиевую губку осаждают дважды. На одном из заводов подготовку осуществляют путем глубокой очистки от примесей растворов, полученных непосредственно от выщелачивания медно-кадмиевого кека. Поэтому ниже кратко излагаются все применяемые на отечественных заводах способы приготовления чистых кадмиевых растворов. Одним из наиболее давних методов подготовки растворов для электролиза кадмия является двукратное осаждение и растворение кадмиевой губки.
Осаждение кадмия в первичную губку. Процесс осаждения кадмия из растворов от выщелачивания медно-кадмиевого кека путем цементации его на цинке в принципе подобен операции очистки цинковых растворов от кадмия. Цементация протекает по реакции
Cd2+ + Zn = Cd + Zn2+. (112)
Отличие этого процесса от операции очистки цинковых растворов заключается в том, что во избежание перерасхода цинковой пыли и с целью получения цементного осадка с минимальным содержанием цинка осаждение кадмия цинковой пылью ведут до остаточного содержания его в растворе 50-100 мг/л. С этой же целью операцию осаждения иногда проводят в две стадии, используя принцип противотока. Губку со II стадии, содержащую непрореагировавшую цинковую пыль, направляют на I стадию и дополнительно к ней загружают недостающее количество свежей цинковой пыли.
На I стадии оставляют в растворе до 3 г/л кадмия, на II стадии его осаждают до остаточной концентрации в растворе 40-50 мг/л.
В связи с тем, что при растворении медно-кадмиевого кека в раствор переходят кобальт и никель, осаждение первичной кадмиевой губки осуществляют в условиях, обеспечивающих также осаждение этих металлов из раствора. Для этого раствор подогревают острым паром до 75-80°С и в него добавляют необходимое количество ионов меди в виде медной пульпы и сурьмы в виде соли Шлиппе. При одностадийном процессе эти условия создаются при осаждении всего кадмия, при двустадийном - на II стадии. Большая часть никеля переходит при этом в кадмиевую губку, а основная масса кобальта все же остается в растворе.
С целью предотвращения образования при цементации кадмия основных солей цинка (рН при контакте раствора с цинковой пылью повышается) раствор перед цементацией предварительно подкисляют отработанным цинковым электролитом или серной кислотой до рН = 2÷2,5. При взаимодействии с кислым раствором металлического цинка одновременно с цементацией меди и кадмия происходит вытеснение мышьяка и выделение водорода. При этом все соединения мышьяка восстанавливаются водородом с образованием сильнейшего яда - мышьяковистого водорода AsН3 по реакциям:
AsО3-3 + 3Zn + 9H+ = 3Zn2+ + ЗН2О + AsH3; (113)
AsO3-4 + 4Zn + 11H+ = 4Zn2+ + 4H2О + AsH3. (114)
Поэтому обязательным условием при осаждении первичной кадмиевой губки является оснащение реакторов мощной вытяжной вентиляцией со светозвуковой сигнализацией, исключающей возможность попадания мышьяковистого водорода в атмосферу цеха. На рабочей площадке должны быть выведены также контрольные индикаторы, показывающие появление в атмосфере цеха мышьяковистого водорода. Контрольные индикаторы приготавливают из фильтровальной бумаги, смоченной раствором сулемы. Пожелтение индикаторов сигнализирует о наличии мышьяковистого водорода на рабочем месте. Аналогичные требования предъявляются и при последующих операциях растворения первичной губки, осаждения и растворения вторичной губки и других подобных процессах, где возможно наличие в растворах мышьяка и водорода.
Осаждение первичной губки проводят в баках с механическим перемешиванием емкостью 30-50 м3 в течение 40-60 мин. После осаждения пульпу фильтруют на фильтр - прессах. В результате осаждения кадмия из раствора от выщелачивания медно-кадмиевого кека получают первичную губку с 45-50 % Cd, 10-12 % Zn, 5-10% Сu и медно-кадмиевый раствор, в котором находится 120-130 г/л Zn, 50-100 мг/л Cd, 10-12 мг/л Со. Кадмиевая губка поступает на растворение, а медно-кадмиевый раствор после очистки от кобальта возвращается в основной цикл цинкового производства.
Растворение первичной кадмиевой губки. В кадмиевой губке, предназначенной для последующего приготовления кадмиевого электролита, отношение кадмия к цинку должно быть не менее 5:1. При меньшем соотношении этих металлов кадмиевый электролит будет обогащаться цинком. Поэтому для поддержания указанного соотношения кадмия и цинка первичную губку перед растворением па некоторых заводах предварительно освобождают от избытка цинка. Для этого губку после репульпации водой обрабатывают в реакторе с механическим перемешиванием серной кислотой. Операцию прекращают, как только в растворе установится постоянная концентрация цинка и содержание кадмия достигает 10 г/л. Отфильтрованная на фильтр -прессе губка поступает на растворение, а фильтрат направляется в оборот.
Растворение первичной губки производят в чанах с механическим или воздушным перемешиванием. Растворителем служит крепкая серная кислота, взятая в расчетном количестве. Для ускорения растворения губки операцию ведут с подогревом раствора острым паром до 70-80°С и добавлением измельченной марганцевой руды или шлама. Тем не менее растворение губки происходит медленно и длится от 20 до 30 ч.
При растворении губки выделяется водород, который в определенном соотношении с воздухом образует взрывоопасную смесь. Поэтому при растворении губки в чанах с механическим перемешиванием пульпу непрерывно продувают сжатым воздухом. Серную кислоту подают в чан постепенно, небольшими порциями. Содержание ее в растворе строго контролируют, оно не должно превышать 10 г/л. Растворение первичной губки считается законченным, если в растворе достигнута устойчивая кислотность 10 г/л, а содержание меди составляет не менее 1-2 г/л, что свидетельствует о достаточной полноте растворения кадмия. После этого в агитатор добавляют свежую кадмиевую губку для нейтрализации свободной серной кислоты до рН = 4÷4,5 и полного осаждения меди. После фильтрации пульпы кек (нерастворившаяся часть губки) возвращается в голову процесса на выщелачивание медно-кадмиевого кека, а фильтрат поступает на осаждение вторичной кадмиевой губки.
Осаждение вторичной кадмиевой губки. Как указывалось выше, растворение первичной губки производится с полным осаждением из раствора меди, что в известной мере обеспечивает очистку раствора от этой примеси. Для более полной очистки раствора от примесей производят осаждение из него вторичной губки с последующим ее растворением. Для этого к раствору при перемешивании добавляют расчетное количество цинковой пыли малыми порциями в течение 20-25 мин. Отфильтрованную губку промывают на фильтрпрессе горячей водой (70-80° С) для удаления из нее остатков раствора, содержащего примеси.
С целью получения более чистой вторичной кадмиевой губки осаждение ее ведут с оставлением в растворе кадмия в пределах 5-7 г/л. Оставшийся кадмий осаждают затем цинковой пылью, а раствор направляют на производство цинкового купороса или возвращают в основной цикл. Во вторичной кадмиевой губке содержится не менее 70 % кадмия, не боле 5 % цинка и не более 0,3% меди. Этот продукт служит исходным для приготовления кадмиевого электролита.
Растворение вторичной кадмиевой губки. Кадмиевый электролит готовят путем растворения вторичной губки в серной кислоте. Эту операцию производят в следующем порядке. Вначале в чан (пачук) заливают воду, затем при перемешивании воздухом в него подают серную кислоту до получения кислотности 100-150 г/л. После этого загружают небольшими (15-20 кг) порциями кадмиевую губку. После появления в растворе меди и снижения кислотности до 20-50 г/л пульпу вновь подкисляют до 100 г/л и загрузку губки повторяют.
Растворение производят при 50-60°С с добавкой измельченной марганцевой руды. Процесс приготовления электролита из вторичной губки считается закопченным, если анализ раствора показывает нейтральную реакцию и отсутствие меди. Перед фильтрацией пульпу разбавляют водой до плотности 1,42-1,45 г/см3, что соответствует содержанию кадмия в растворе 230-270 г/л. Прозрачный, не содержащий мути фильтрат направляют в сборник кадмиевого электролита. Полученный таким путем кадмиевой электролит содержит 230-270 г/л Сd; 30-40 г/л Zn, 0,5-1,0 мг/л Сu; 5-6 г/л Мn; 1-1,5 г/л Fe; до 1 г/л Ni.
Как показывает практика некоторых предприятий, операцию осаждения и растворения вторичной кадмиевой губки можно исключить, заменив ее очисткой раствора, полученного от растворения первичной кадмиевой губки, приведенным ниже способом.
Очистка раствора от растворения первичной губки. После фильтрации пульпы от растворения первичной кадмиевой губки в растворе содержится 130-150 г/л Cd; 30 г/л Zn; 0,1-0,2 г/л Сu и 2-2,5 г/л Мn. Кроме того, в растворе всегда находится некоторое количество свинца. Подготовка такого раствора к осаждению кадмия сводится к очистке его от меди и свинца.
Очистку от меди производят цинковой пылью, которую задают в чан с механическим перемешиванием небольшими порциями при работающей мешалке; по ходу операции содержание меди в растворе определяют качественным методом с помощью ксантогената, а по окончании очистки -количественно. В очищенном растворе содержание меди не должно превышать 0,5-0,8 мг/л. Иногда очистку от меди совмещают с растворением первичной кадмиевой губки. В этом случае в конце операции растворения пульпу нейтрализуют путем добавления в агитатор окисленной кадмиевой губки или высококачественной окиси цинка, доводя рН до 5,0-5,2.
При наличии в кадмиевом растворе свинца очистку от него производят подачей в реактор пульпы углекислого стронция из расчета соотношения Sr: Pb = (300÷400): 1. Предварительно раствор подкисляют серной кислотой до 8-10 г/л. После проверки раствора на содержание меди и свинца его подвергают контрольной фильтрации на фильтр - прессах. Фильтрат, не содержащий мути, направляют в отделение электролиза кадмия. В результате очистки от меди и свинца растворы, подготовленные к электролизу или цементации, содержат 100-150 г/л Cd; ≤30 г/л Zn; 0,3-0,5 мг/л Сu; ≤З мг/л Рb; 0,2-0,3 мг/л As; 2-2,5 г/л Мn.
Сопоставляя составы очищенных кадмиевых растворов, полученных описанными выше двумя способами, можно видеть, что осаждение вторичной кадмиевой губки позволяет получать более концентрированные по кадмию растворы (230-270 г/л против 100-150 г/л). Соотношение примесей и кадмия в растворе также меньше, чем при осаждении только первичной губки. Однако осаждение и растворение вторичной губки усложняет и удлиняет процесс получения кадмия, поэтому эту операцию на большинстве отечественных заводов не применяют.
На Усть-Каменогорском свинцово-цинковом комбинате в результате разработки и освоения интенсифицированного способа цементации кадмия оказалось возможным осаждать последний непосредственно из растворов от выщелачивания медно-кадмиевых кеков, содержащих всего 8-12 г/л этого металла, и в связи с этим отказаться от подготовки основной массы растворов посредством осаждения первичной и вторичной кадмиевой губки. Вместе с тем это потребовало проведения предварительной глубокой очистки от меди и свинца растворов от выщелачивания медно-кадмиевых кеков, которую осуществляют следующим образом.
Осветленный раствор закачивают в чан с механическим перемешиванием, в который добавляют цинковую пыль из расчета 0,8 кг на i кг кадмия. С целью глубокой очистки от свинца продолжительность перемешивания должна быть не менее 2 ч. Конец операции определяют по содержанию меди в растворе. В результате очистки подготовленный к цементации кадмия раствор содержит 8-12 г/л Cd; 100-120 г/л Zn; ≤0,2 мг/л Сu; ≤1 мг/л Рb; ≤0,2 мг/л As. При условии, что концентрация кадмия в растворе будет не ниже 10 г/л, предельное содержание свинца допускается не более 0,1 мг/л на 1 г/л кадмия.
Электролиз кадмия
В отличие от электроосаждения цинка электролиз кадмия ведут па истощение. В практике отечественных цинковых заводов нашли применение два способа электролиза - на катодный листовой и катодный порошковый кадмий.
Электролиз с получением катодных кадмиевых листов осуществляют в стационарных деревянных ваннах ящичного типа, гуммированных и футерованных изнутри винипластом. Катоды - алюминиевые размером 630х510х5 мм, аноды изготовлены из свинцовосеребряного сплава с 1 % Aq. Размеры анода 595[480[10 мм. В каждой ванне устанавливают по 13-14 катодов и анодов, Расстояние между центрами одноименных электродов равно 90 мм.
Электролиз проводят при плотности тока 55-65А/м2 и температуре 25-35°С. Необходимость применения низкой плотности тока объясняется большой склонностью кадмия к дендритообразованию. Напряжение па ванне колеблется в пределах 2,3-2,5 В. Выход по току достигает 96%. Для улучшения качества катодного осадка в ванны добавляют столярный клей в количестве 5-10 г на 1 кг кадмия. Период наращивания катодного кадмия составляет 24 ч. Перед началом электролиза нейтральный кадмиевый электролит немного подкисляют серной кислотой и затем ведут электролиз до тех пор, пока содержание кадмия не снизится до 30-40 мг/л, а кислотность повысится до 150-180 г/л.
За 24 ч электролиза толщина катодного осадка кадмия достигает 0,2-0,3 мм. Листы катодного кадмия получаются гибкими, легко скатываются в рулоны. Их промывают и хранят под слоем воды. Затем кадмий направляют на переплавку, а отработанный кадмиевый электролит - на получение первичной губки.
Производительность электролизных ванн для получения катодного осадка в виде листов невелика из-за низкой плотности тока.
На одном из отечественных цинковых заводов освоен более интенсивный процесс электролиза кадмия на порошок, который проводят при плотности тока 800-1000 А/м2. Каждая электролизная ванна состоит из двух ячеек размером 876х721х1667 мм, футерованных винипластом. Нижняя часть ячейки имеет форму прямоугольного конуса с отверстием, оборудованным механическим зажимом для выгрузки порошкообразного кадмия и выпуска отработанного электролита. Рабочий объем каждой ячейки равен 0,55 м3.
Катоды изготовлены из нержавеющих стальных или титановых труб диаметром 16 мм с толщиной стенки 3 мм. Катоды одновременно выполняют и роль холодильников, так как через них пропускают охлаждающую воду. Аноды размерами 905х610х8 мм изготовлены из свинцовосеребряного сплава (1% Ag). В каждой ячейке установлено два катода и три анода. Расстояние между ними составляет 70 мм. Перед началом работы аноды пассивируют в течение пяти суток при температуре 20-30°С и плотности тока 200-300 А/м2 в растворе, содержащем 40-50 г/л H2SO4 и 5-10 г/л Мn. В отличие от обычного электролиза на аноды надевают мешки из полихлорвиниловой ткани, предварительно уплотненной в горячей воде при температуре 80°С в течение 20-30 мин.
Для уменьшения катодной поляризации применяют перемешивание электролита сжатым воздухом, электролиз ведут при температуре 30° С до остаточного содержания кадмия 20-40 г/л и соответственно повышения кислотности до 100-120 г/л. Выход по току составляет 80-90%. По окончании электролиза ячейку ванны отключают с помощью перемычки, зажим на выпускном отверстии открывают и порошок кадмия вместе с отработанным электролитом выпускают в сборник - разделитель. После отделения кадмия от раствора его тщательно промывают и хранят под слоем воды в специальной таре (с целью защиты от окисления) до того, как передадут на брикетирование. Отработанный электролит. используют для растворения первичной губки.
Цементация кадмия
Осаждение металлического кадмия из очищенных растворов производят на цинковых пластинах, изготовленных из металла марки ЦО и в центробежных реакторах-сепараторах. Свинец и медь, находящиеся в цинковых пластинах, переходят при их растворении в цементный кадмий. Поэтому чем чище металл, из которого изготовлены пластины, тем чище получается цементный кадмий.
Цинковые пластины размером 600х400х20 мм подвешивают в цементационных ваннах, в которые заливают подготовленный к цементации раствор. Для ускорения процесса и предупреждения выпадения основных сульфатов цинка раствор подкисляют серной кислотой до 8-10/л. Цементацию ведут периодически при температуре 70-80° С. Раствор подогревают острым паром. Конечное содержание кадмия в растворе составляет 2-3 г/л. Кадмиевую губку стряхивают с пластин и по мере накопления ее в ваннах вычерпывают перфорированной алюминиевой ложкой и направляют на промывку. Маточный раствор возвращают на осаждение первичной кадмиевой губки.
Промывку губки ведут водой при температуре 30-50° С. Первичную промывную воду используют в цементаторах для пополнения уровня раствора, убывающего вследствие его испарения. Последующие промывные воды направляют в бак для осаждения первичной губки. Отмытая от кислоты и цинка губка поступает на брикетирование. Часть маточных растворов и промывных вод после нейтрализации чистой окисью цинка до рН = 5,0÷5,2 и осаждения из них кадмия цинковой пылью до остаточной концентрации не более 20 мг/л направляют в производство цинкового купороса.
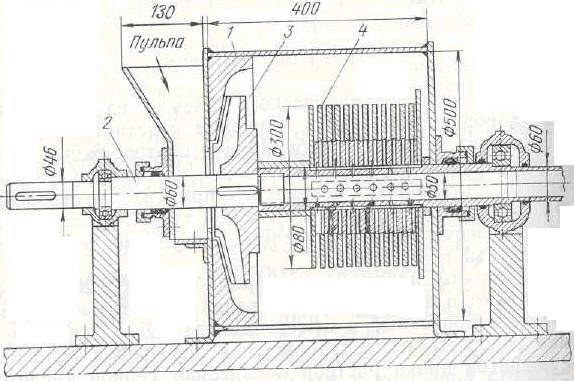
Центробежный реактор - сепаратор (рис. 96) состоит из корпуса 1, через торцовые крышки которого проходит полый вал 2с насаженным на него ротором. Ротор состоит из закрытой турбинки 3и 20 дисков 4. Между дисками в полом валу имеются отверстия. Вал получает вращение от электродвигателя. Раствор и цинковую пыль загружают в реактор через входное отверстие.
Благодаря вращению турбинки создается центробежная сила, отбрасывающая твердые частицы к периферии. Последние располагаются кольцом вокруг сепарирующего устройства, вращаясь вместе с дисками. Этим обеспечивается более тесный контакт цинковой пыли с раствором, а реакция цементации протекает практически мгновенно, в течение нескольких секунд. Так как диаметр диска меньше диаметра турбинки, маточный раствор выдавливается через отверстие в полом валу наружу.
Процесс цементации в реакторе-сепараторе протекает следующим образом. Во вращающийся аппарат через приемное отверстие в течение 3-4 мин загружают 30-35 кг цинковой пыли, которую смывают в него струей воды. По окончании загрузки струю воды уменьшают и начинают подачу очищенного кадмиевого раствора. Через 5-10 мин аппарат доводят до полной производительности, после чего поступление воды в реактор полностью прекращают. Процесс цементации регулируют таким образом, чтобы в растворе оставалось не более 200 мг/л кадмия.
По мере использования цинковой пыли, находящейся в реакторе, начинается обратное растворение таллия, который обнаруживают реакцией на йодистый калий, а содержание кадмия в растворе возрастает до 1000 мг/л. Такой раствор направляют на циркуляцию в течение 10-15 мин. После этого подачу кадмиевого раствора прекращают и снова включают воду для промывки цементного порошка кадмия. После промывки порошка в течение 2-5 мин его выпускают из аппарата вместе с водой через боковой штуцер. Весь процесс цементации в реакторе-сепараторе занимает 55-60 мин.
Особо благоприятные условия для контакта раствора с цинковой пылью в реакторе-сепараторе позволяют в одну стадию получить из раствора с 8-12 г/л Cd цементный осадок, содержащий менее 1 % Zn. Из этого осадка на Усть-Каменогорском свинцово - цинковомкомбинате последующими плавкой и вакуумным рафинированием получают кондиционный металл.
В бедно-кадмиевом растворе после цементации в реакторе-сепараторе остается в среднем 0,6-0,8 г/л Cd. Этот раствор подвергают вторичной цементации цинковой пылью в тех же реакторах, Полученный цементный порошок, содержащий 40-50% Cd и 35-50% Zn, подвергают растворению в серной кислоте, а раствор после очистки от таллия возвращают в голову процесса на цементацию товарного порошка в реакторах-сепараторах.
Брикетирование, плавка и рафинирование кадмия
Катодный листовой кадмий в виде рулонов поступает на плавку непосредственно после промывки. Электролитический порошок кадмия, а также кадмий, получаемый из растворов методом цементации, предварительно брикетируют. Изготовление брикетов производят на гидравлических брикитировочных процессах усилием 1000-2500 кН. Перед брикетированием исходный материал тщательно отмывают от остатков кислоты, сульфатов или раствора.
Важным показателем качества брикетов является их плотность. Хорошие брикеты имеют плотность 6,7-7,0 г/см3. При такой плотности влажность брикетов не превышает 3%, а выход кадмия в чушковый металл при их переплавке получается удовлетворительный. Брикеты хранят под слоем воды.
Переплавку катодного кадмия и брикетов осуществляют в стальных котлах с электрообогревом емкостью 5-6 т. Вначале в котле расплавляют смесь свежей и оборотной щелочи (едкий натр) в количестве 200-300 кг. По достижении температуры расплава 450-460° С начинают загружать в котел кадмий. После окончания загрузки с поверхности расплавленного металла снимают всю отработанную щелочь, загружают 60-70 кг свежей и включают механизм перемешивания. При этом происходит глубокое рафинирование кадмия от цинка с образованием цинката натрия. Перемешивание продолжают в течение 1,5 ч, после чего мешалку останавливают и с поверхности металла снимают щелочные дроссы. Таким образом, операцию рафинирования кадмия от цинка совмещают с его переплавкой. Щелочные дроссы первых съемов направляют на регенерацию щелочи, а дроссы последних съемов являются оборотными.
Рафинирование кадмия от никеля производят в следующем порядке. После снятия щелочных дроссов на поверхность металла загружают 30-35 кг хлористого аммония и начинают повышать температуру до 700° С постепенно в течение 4-5 ч. По достижении температуры 680-700° С в расплавленную ванну задают металлический алюминий. Как только вся поверхность ванны покроется расплавленным алюминием, включают мешалку. Перемешивание длится 15-20 мин. Затем прекращают работу мешалки и котел охлаждают до 350° С. При этой температуре с поверхности ванны специальной ложкой снимают никель - алюминиевые дроссы, которые разливают в изложницы.
После снятия дроссов температуру в котле снова повышают до 420-440° С и на ванну загружают 100-120 кг щелочи для удаления остатков алюминия. Через 2-3 ч щелочной дросс, содержащий алюминий, тщательно снимают с поверхности ванны. На одном из отечественных заводов рафинирование кадмия от никеля производят с применением лигатуры Al-Zn-Cd, составленной в соотношении 1:4:75. Температура процесса при этом способе составляет 460° С.
Для рафинирования кадмия от таллия в котел загружают хлористый аммоний и температуру в нем повышают до 500-520° С. Затем включают мешалку. По ходу операции рафинирования дросс снимают и загружают новые порции хлористого аммония. Операцию рафинирования кадмия от таллия контролируют спектральным методом. По окончании всех операций рафинирования с поверхности металла тщательно снимают остатки дроссов и на ванну загружают небольшое количество свежей щелочи для создания защитного слоя.
Разливку кадмия производят в специальные изложницы на разливочной машине. При разливке на поверхность расплавленного металла в изложницах насыпают тонко измельченный хлористый аммоний для предупреждения образования пленки окислов. Чушки металла обрабатывают подкисленной водой и очищают металлическими щетками. Качество металлического кадмия должно удовлетворять требованиям ГОСТ 1467-67. На некоторых заводах из расплавленного и очищенного от примесей кадмия отливают различные изделия и полуфабрикаты.








