 2020-08-05
2020-08-05 424
424
Наиболее простым способом по аппаратурно-техническому оформлению является выкладка, которая применяется для изготовления малонагруженных изделий различных габаритов и конфигураций. Процесс выкладки в большинстве случаев осуществляется вручную, особенно при получении деталей со сложной поверхностью. Он состоит из следующих основных операций (рис.4):
а) подготовка формы для выкладки 1 - удаление загрязнений, остатков отвержденного связующего, ремонт поверхностных дефектов;
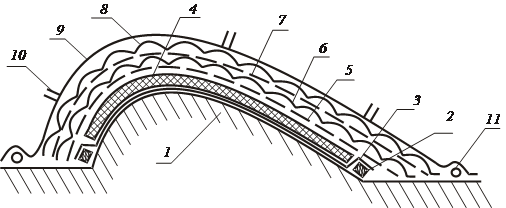
Рис.4. Структура технологического пакета при выкладке:
1 – форма; 2 - ограничитель; 3 – антиадгезионный слой; 4- формуемое изделие; 5 - разделительная перфорированная пленка; 6 – впитывающий слой; 7 – цулага; 8 – дренажный слой; 9 - вакуумный мешок; 10 – клапан вакуумной системы; 11 – герметизирующий слой.
б) нанесение на поверхность формы разделительного антиадгезионного слоя 3;
в) послойная упорядоченная укладка заранее раскроенного и расшлихтованного наполнителя в виде тканей, лент или ровинга на поверхность формы с нанесением и пропиткой связующим каждого слоя 4 и прикаткой нежестким валиком с целью уплотнения пакета и удаления воздушных включений;
г) формирование технологического пакета, заключающееся в последовательной укладке следующих слоев:
- перфорированная разделительная пленка 5,
- впитывающий слой из ткани объемного плетения 6,
- перфорированная цулага 7,
- дренажный слой 8;
д) на последнем этапе на технологический пакет устанавливается вакуумный мешок 9 (если последующее формование предполагает создание избыточного давления на формуемое изделие) и герметизируется жгутом 11.
В качестве антиадгезионного слоя используются полимерные пленки и специальные смазки.
Нанесенные напылением или полированием парафиновые покрытия являются превосходными антиадгезионными смазками для композитов, отверждающихся при температурах ниже 121°С. При более высоких температурах парафин вызывает разрушение и обесцвечивание слоистого пластика. В этих случаях рекомендуется применять фторированные углеводороды.
Сополимер тетрафторэтилена и гексафторпропилена, используемый в качестве антиадгезионной смазки, образует на поверхности формы сплошную пленку. Условием эксплуатации такого покрытия является поддержание температуры отверждения не выше 177°С; при более сильном нагреве оно разрушается, выделяя высокотоксичный корродирующий фтор.
Политетрафторэтилен ("тефлон") - стабильное полимерное вещество, которое часто вводят в состав антиадгезионных смазок, работающих при температуре выше 260°С, Такая смазка не образует на поверхности формы сплошной пленки, но частички "тефлона" обеспечивают надежное сухое смазывание, гарантирующее отделение от нее отвержденного изделия.
Силиконовые смазки используются до 204°С, однако следует избегать их применения, поскольку они способствуют отслаиванию от КМ вторичных покрытий и слоев, являясь при этом устойчивыми загрязнителями.
За рубежом выпускается антиадгезионная смазка на базе силановой смолы, которая стабильна до 482°С.
Из полимерных пленок для этих целей применяются пленки из целлофана, лавсана, ПВС, полиэтилена, полиэтилентетрофталата "Майлар", найлона и фторопласта. Использование этих пленок в качестве антиадгезионных и разделительных слоев допускается только с одним изгибом или плоских.
Раскрой наполнителя производится согласно карте раскроя, обеспечивающей максимальный КИМ.
Послойная укладка выкроек должна производиться в строгом соответствии со схемой выкладки, определяющей расположение каждой выкройки на поверхности формы и направление армирования в каждом слое. При укладке с перекрытием его величина определяется из условия равной прочности однослойного ПКМ и соединительного шва на сдвиг.
При выборе материала для изготовления формы одним из основных критериев является соответствие температурных коэффициентов линейного расширения этого материала и ПКМ.
По значению этого коэффициента ближе всех к композитам стоит сталь. Она обладает и другими ценными свойствами: превосходной износостойкостью, способностью работать при повышенных температурах и хорошей теплопроводностью.
Наиболее благоприятными для изготовления форм свойствами характеризуется керамика. Она имеет самый низкий коэффициент теплового расширения, а по теплостойкости почти не отличается от закаленной инструментальной стали. Однако при температуре окружающей среды керамика хрупкая. Она должна быть защищена от повреждений в процессе обработки - например, стальным кожухом.
Стальные формы с керамическими вставками и без них наиболее широко применяются в производстве высококачественных композиционных материалов. Благодаря низкому коэффициенту теплового расширения керамические вставки обеспечивают высокую точность укладки в форме компонентов слоистого пластика. Такие формы очень удобны для производства больших партий соотверждаемых конструкций, в которых клеевой шов отверждается одновременно с пластиком. Однако дороговизна этой оснастки требует достаточного объема производства изделий, при котором амортизация ее стоимости сохранит конкурентоспособной цену на выпускаемую продукцию. В противном случае для изготовления форм желательно использовать менее дорогие материалы.
Алюминиевые формы относятся к наименее дорогой оснастке, изготовляемой из литых и ковких металлов. Несмотря на то, что алюминий имеет лучшую теплопроводность, чем сталь, полученные из него формы менее долговечны и, кроме того, обладают слишком большим температурным линейным расширением.
Получаемые гальванопластикой никелевые формы, используемые более 20 лет, представляют собой плотную конструкцию без пор, с хорошо отполированной формующей поверхностью. Температурный коэффициент линейного расширения никеля того же порядка, что и у стеклопластиков. Такие формы успешно применяются для формования различных деталей самолетов.
Для успешного применения форм из сталистого чугуна требуется, чтобы толщина всех стенок была почти одинаковой, иначе при термообработке форм, конфигурация и поперечное сечение которых резко изменяются, литой металл может растрескаться или покоробиться. Теплопроводность сталистого чугуна сравнительно низка. В местах изменения толщины стенок формы температура может колебаться в широких пределах, что затрудняет контроль процесса отверждения формуемого композита.
Легкоплавкие сплавы, фазовые изменения которых происходят выше температур отверждения ПКМ, обычно отливают в заранее подготовленные корковые формы и гальваноформы.
Для изготовления оснастки из слоистых пластиков может быть использован любой из описанных материалов.








