 2020-09-24
2020-09-24 178
178План лекции.
1. Сварка нагретым воздухом или газом.
2. Сварка нагретым инструментом.
3. Сварка с нагревом токами высокой частоты.
4. Сварка трением.
5. Сварка ультразвуком.
6. Сварка полимеров с помощью инфракрасного излучения.
7.Склеивание пластмасс.
Неразъемные соединения из пластмасс получают сваркой или склеиванием. Образование неразъемного соединения является результатом взаимной диффузии молекул полимера в контактирующих поверхностях или химической реакции присоединения.
Прочность сварного соединения зависит от состояния поверхности сварного шва, прочности свариваемого материала, прочности присадочного материала и конструкции сварного соединения. Зачистка и зашлифовка шва может снизить прочность соединения на 25…30 %.
В настоящее время применяют сварку с использованием теплоносителя (сварка нагретым газом, нагретым инструментом, нагретым присадочным материалом), с нагревом токами высокой частоты, трением, ультразвуком, с помощью инфракрасного излучения, а также применяют химическую сварку.
Сварка нагретым воздухом или газом.
Сварка нагретым воздухом или газом является простым и наиболее распространенным методом. Сварку проводят с применением присадочного материала или без него. При сварке с присадочным материалом (рис. 1, а) свариваемые поверхности деталей 1 и присадочный пруток 3 нагревают до вязко-текучего состояния струей нагретого воздуха или выходящего из сопла специального сварочного пистолета 2. Для получения неразъемного соединения в большинствеслучаев достаточно небольшое прижатие свариваемых материалов. Качество сварного соединения будет зависеть от теплового режима, сечения присадочного прутка, скорости укладки присадочного прутка, угла его наклона и т.п. Если нельзя допустить окисления свариваемых деталей, то в качестве теплоносителей применяют азот или углекислый газ.
Сварку с присадочным (прутком) материалом применяют для соединения труб, изготовления фасонных деталей, емкостей, химической аппаратуры и т.д. Этот способ сварки имеет низкую производительность, неэкономичен и дает резкие колебания прочности соединения. Сварка без присадочного материала нагретым газом (рис. 1, б) позволяет резко повысить скорость процесса, улучшить прочностные характеристики соединения. Но при этом способе сварки свариваемые изделия должны иметь одинаковую толщину во всех сечениях сварного шва.
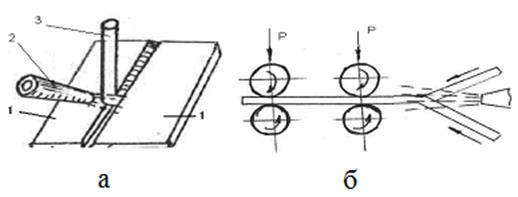
Рис. 1. Схема сварки нагретым воздухом или газом:
а – с присадочным прутком, б – без присадочного материала
Сварочный пистолет 2 устанавливают в створ свариваемых изделий таким образом, чтобы газовая струя направлялась на срезы кромок. Давление сварки осуществляют двумя парами прижимных роликов. Скорость сварки зависит от толщины листов и достигает 4,2…5,6 мм/с.








