 2020-09-24
2020-09-24 3208
3208
Основным параметром, определяющим точность и характер резьбового соединения (характер посадки) является средний диаметр. Это связано с тем, что именно от величины среднего диаметра зависит расположение боковых сторон профилей внутренней и наружной резьб относительно их общей оси, а следовательно, характер их взаимного контакта, т.е. посадка.
В зависимости от характера сопряжения по боковым поверхностям профиля (т.е. по среднему диаметру резьбы) посадки могут быть с зазором, с натягом и переходные.
Возможность контакта по вершинам и впадинам резьбы исключается за счет соответствующего расположения полей допусков по наружному D(d) и внутреннему D1(d1) диаметрам. В результате, как видно из рис.9 и 10, по этим диаметрам при любых посадках обеспечиваются довольно значительные зазоры.
Наибольшее применение для крепежных резьбовых соединений получили посадки с зазором. Для образования таких посадок стандартом (ГОСТ 16093-81) установлено четыре основных отклонения для внутренних резьб (гаек) — Н, G, F, Е (рис.5.1а) и пять основных отклонений для наружных резьб (болтов) — h, g, f, е, d (рис.5.1б).
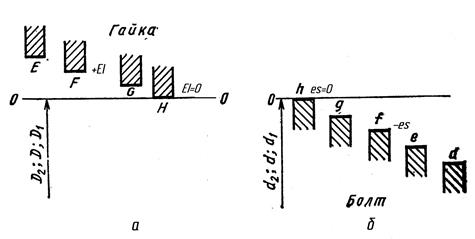
Рис.5.1 - Расположение полей допусков:
a - для внутренней резьбы (гайки);
б - для наружной резьбы (болта)
Как видно из рис.5.1, величины основных отклонений (ближайших к нулевой линии) принимаются одинаковыми по всем трем диаметрам резьбы: по наружному, среднему и внутреннему. Причем для гаек эти отклонения — нижние, положительные или равные нулю, а для болтов - верхние, отрицательные или равные нулю.
Комплексные схемы расположения полей допусков для внутренней и наружной резьб представлены на рис.6 и 7. Как видно из этих схем, отклонения диаметров резьб отсчитываются от номинального профиля (обозначен утолщенными линиями) в направлении, перпендикулярном оси резьбы. При этом расположение нижней границы поля допуска внутренней резьбы и верхней границы поля допуска наружной резьбы относительно номинального профиля определяются величиной и знаком основных отклонений.
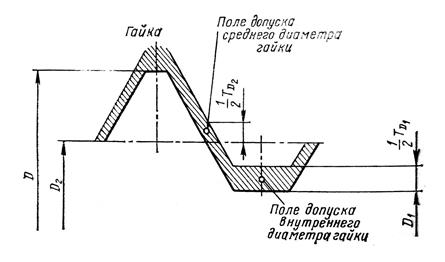
Рис.5.2. - Схема расположения полей допусков внутренней резьбы (гайки) при основном отклонении “H”.
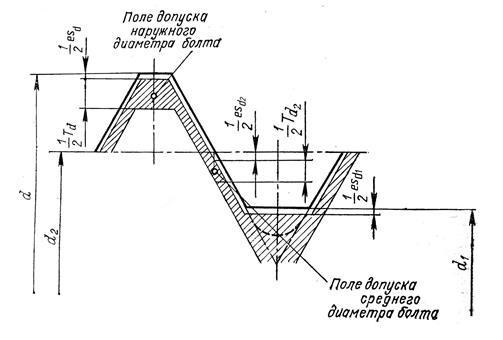
Рис.5.3 - Схема расположения полей допусков наружной резьбы (болта) при основном отклонении “g”.
Для внутренних резьб (рис.5.2) регламентируют допуски на средний и внутренний диаметры (TD2 и ТD1), для наружных резьб (рис.5.3) - на средний и наружный диаметры (Тd2 и Тd). По наружному диаметру внутренней резьбы D и внутреннему диаметру наружной резьбы d1 величины допусков не устанавливают. Поскольку на рис.6 и 7 представлены поля допусков только для витков, расположенных по одну сторону от оси резьбы, а величины отклонений и допусков относятся к диаметральным размерам, то на представленных схемах полей допусков указаны половинные их значения.
Допуски TD2, TD1, Td2, Td, а следовательно, “неосновные” предельные отклонения (верхние ES для внутренних резьб и нижние ei для наружных резьб) зависят от установленных стандартом степеней точности (табл.5.1).
Таблица 5.1
Степени точности метрических крепежных резьб
| Резьба | Диаметр резьбы | Степени точности (в порядке снижения точности) |
| Внутренняя | D2 D1 | 4;5;6;7;8;9* 4;5;6;7;8 |
| Наружная | d2 d | 3;4;5;6;7;8;9;10* 4;6;8 |
* Только для резьб на деталях из пластмасс.
При выборе степени точности учитываются не только требования, предъявляемые к точности резьбового соединения, но также значения длины свинчивания lсв, т.е. длины взаимного перекрытия внутренней и наружной резьб в осевом направлении. Например, для обычного соединения болта и гайки длина свинчивания будет соответствовать высоте гайки.
Длины свинчивания резьбовых деталей подразделяют на три группы: короткие S, нормальные N и длинные L. К нормальным относятся длины свинчивания, равные
lсв = (свыше 2,24 до 6,7) Pd0,2 мм.
При одинаковых требованиях к точности резьбовых соединений для длин свинчивания группы L степень точности выбирают на одну степень грубее, а для длин свинчивания группы S - на одну степень точнее, чем для нормальных длин свинчивания. Дело в том, что с увеличением длины свинчивания изготовить резьбовые детали и осуществить их свинчивание оказывается сложнее. Это и определяет необходимость увеличения допусков, и в первую очередь, - на средние диаметры резьб.
Поля допусков резьбовых деталей образуются путем сочетания указанных выше основных отклонений и степеней точности. В связи с этим их принято обозначать следующим образом: на первом месте указывается степень точности, а за ней основное отклонение. Например, 6Н — поле допуска внутренней резьбы 6-ой степени точности, с основным отклонением «Н», 6g — поле допуска наружной резьбы 6-ой степени точности, с основным отклонением «g». При более сложных обозначениях, например, 4H5Н (для внутренней резьбы) или 5gбg (для наружной резьбы), поля допусков, стоящие на первом месте, относятся к средним диаметрам, а поля допусков, стоящие на втором месте, относятся соответственно к внутреннему диаметру внутренней резьбы (5Н) и к наружному диаметру наружной резьбы (6g).
В таблице 5.2 приведены используемые для резьбовых деталей поля допусков и посадки.
Таблица 5.2
Поля допусков и посадки с зазорами
| Класс точности | Длина свинчивания | Поля допусков резьб | Посадки с зазором (рекомендуемые) | |
| внутренней | наружной | |||
| Точный
| S | 4Н | (3h4h) | |
| N | 4Н5Н; 5Н | 4g; 4h | 4Н5Н/4g; 4Н5Н/4h; 5Н/4g; 5Н/4h | |
| L | 6Н | (5h4h) | ||
| Средний
| S | 5Н; (5G) | (5h6h); 5g6g | 5Н/5g6g |
| N | 6G; 6H | 6d; 6е; 6f; 6g; 6h | 6G/6d; 6G/6e; 6H/6d; 6H/6е; 6G/6f; 6G/6g; 6Н/6f; 6Н/6g; 6G/6h; 6Н/6h | |
| L | (7G); 7Н | (7е6е); 7g6g; (7h6h) | 7Н /7gбg | |
| Грубый | N | 7G; 7Н | 8g; (8h) | 7G/8g; 7Н/8g |
| L | (8G); 8H | (9g8g) | ||
Примечания: 1. Поля допусков, заключенные в скобки, по возможности не применять.
2. Подчеркнутые поля допусков и посадки являются предпочтительными.
В соответствии со сложившейся во многих странах практикой приведенные в табл.5.2 поля допусков сгруппированы в три класса точности: точный средний и грубый. Поля допусков, отнесенные к точному классу, рекомендуется использовать для ответственных резьбовых соединений, воспринимающих значительные статические нагрузки или выполняющих регулировочные функции, например, для регулировки осевого зазора в редукторе. Поля допусков, отнесенные к среднему классу, используются для резьб общего применения, а к грубому классу — для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т.п.
Предельные отклонения диаметров резьбы для некоторых рекомендуемых полей допусков гаек и болтов приведены в табл.5.4 приложения.
Как видно из рис.5.2 и 5.3 характерной чертой обычных крепежных резьб (в случае посадок с зазором) является то, что дифференцированные допуски на шаг резьбы и угол профиля не устанавливаются. Погрешности этих параметров, возникающие при изготовлении, и их влияние на свинчивание резьбовых деталей компенсируются за счет увеличения допусков на средние диаметры гайки и болта.
В связи с этим допуски на средние диаметры для таких резьб являются суммарными: они включают не только допустимые погрешности собственно среднего диаметра, но также диаметральные компенсации погрешностей шага и угла профиля.
TD2(Td2) = ∆D2(∆d2)+fp+fa,
где ∆D2(∆d2) - допустимые погрешности собственно среднего диаметра гайки или болта; fp - диаметральная компенсация погрешности шага резьбы; fa - диаметральная компенсация погрешности угла профиля.
Диаметральные компенсации fp и fa показывают, насколько необходимо увеличить средний диаметр гайки или уменьшить средний диаметр болта, чтобы при наличии погрешностей шага и угла профиля резьбы можно было осуществить свинчивание таких резьбовых деталей.
Поясним сущность понятия диаметральной компенсации погрешности угла профиля на примере соединения гайки 1, имеющей идеально точный угол профиля α, с болтом 2, при изготовлении которого была допущена положительная погрешность половины угла профиля ∆α/2 (рис.5.4).
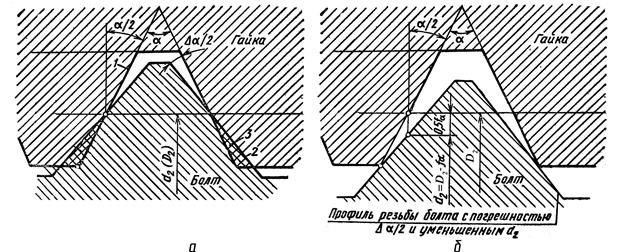
Рис.5.4. - Отклонение половины угла профиля болта ∆α/2 и его диаметральная компенсация fα: а – d2= D2; б – d2=D2 - fa
Как видно из представленной схемы, при одинаковых средних диаметрах гайки и болта (D2=d2) их свинчивание оказывается невозможным, так как имеет место перекрытие 3 витков резьбы гайки и болта (рис.5.4 а). Для того, чтобы свинчивание стало возможным, необходимо, например, уменьшить средний диаметр болта на величину fα (рис.5.4 б), которую и называют диаметральной компенсацией погрешности угла профиля (на схеме указана величина 0,5fα, поскольку рассматривается только виток, расположенный выше оси резьбы).
При уменьшении среднего диаметра болта боковые стороны профиля его резьбы, как видно из рис.5.4 б, будут смещаться к оси резьбы и зоны перекрытия витков исчезнут, в результате чего и может быть обеспечено свинчивание таких резьбовых деталей.
Аналогичного результата можно было бы добиться, если при неизменном среднем диаметре болта на ту же величину fα увеличить средний диаметр гайки. Величины диаметральных компенсаций для метрических крепежных резьб могут быть рассчитаны по формулам:
fp=1,732∆P, fa≈0,29P∆α/2,
где ∆P - накопленная погрешность шага на длине свинчивания, в мкм; Р - шаг резьбы, в мм; ∆α/2 - погрешность половины угла профиля, в угловых минутах; fp и fa - диаметральные компенсации погрешностей шага и угла профиля, в мкм.
Посадки резьбовых соединений с зазором могут быть получены путем сочетания любых полей допусков гайки и болта из числа приведенных в табл.5.2. Наиболее распространенной посадкой является посадка с небольшим гарантированным зазором 6Н / 6g, образованная сочетанием полей допусков гайки и болта, рекомендуемых для предпочтительного применения. Комплексная схема полей допусков для такой посадки приведена на рис.5.5.
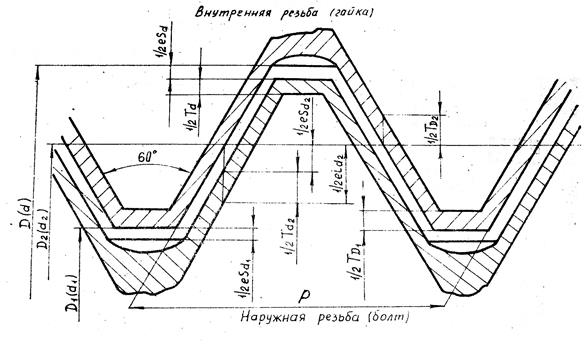
Рис.5.5. - Комплексная схема полей допусков для посадки с зазором 6H/6g.
На чертежах посадки резьбовых соединений обозначают в виде дроби, в числителе которой указывают поле допуска внутренней резьбы (гайки), а в знаменателе - поле допуска наружной резьбы (болта).
Например, 
Предельные отклонения резьбы гаек и болтов в чертежах деталей указывают с помощью соответствующих условных обозначений полей допусков, например, для гайки M12 - 5H6H, для болта М12 - 7g6g.
Длину свинчивания при необходимости указывают в обозначении резьбы на чертежах в следующих случаях: если она относится к группе L (большие) или к группе S (малые), но меньше, чем вся длина резьбы. Например, М12 - 7g6g – 30 (длина свинчивания группы L - 30мм).
Номинальные размеры резьбы и предельные отклонения заносят в сводную таблицу. В ней же указываются предельные размеры диаметров наружной и внутренней резьб, предельные зазоры (натяги) по среднему диаметру и предельные зазоры по наружному и внутреннему диаметрам резьбы.
В качестве примера в табл.6 приведены все данные для резьбового соединения: М14х1,5 — 6Н /6g.
Таблица 5.3
Сводная таблица параметров резьбового соединения
| Номинальные диаметры резьбового соединения М14´1,5 – 6Н /6g. | |||||||||||
| D = d = 14,000 | D2 = d2 = 13,026 | D1 = d1 = 12,376 | |||||||||
| Внутренняя резьба (гайка) - М14´1,5 – 6Н | |||||||||||
| EJD мкм | ESD мкм | EJD2 мкм | ESD2 мкм | EJD1 мкм | ESD1 мкм | ||||||
| 0 | не огранич. | 0 | +190 | 0 | +300 | ||||||
| Dmin, мм | Dmax, мм | D2min, мм | D2max, мм | D1min, мм | D1max, мм | ||||||
| 14,000 | не огранич. | 13,026 | 13,216 | 12,376 | 12,676 | ||||||
| Наружная резьба (болт) - М14´1,5 – 6g | |||||||||||
| esd, мкм | eid, мкм | Esd2, мкм | eid2, мкм | esd1, мкм | eid1, мкм | ||||||
| -32 | -268 | -32 | -172 | -32 | не огранич. | ||||||
| dmax, мм | dmin, мм | D2max, мм | d2min, мм | d1max, мм | d1min, мм | ||||||
| 13,968 | 13,732 | 12,994 | 12,845 | 12,344 | не огранич. | ||||||
| Величины предельных зазоров, мкм | |||||||||||
| SD(d)min | SD(d)max | SD2(d2)min | SD2(d2)max | SD1(d1)min | SD1(d1)max | ||||||
| 32 | не огранич. | 32 | 362 | 32 | не огранич. | ||||||
Таблица 5.4
Предельные отклонения диаметров резьб (ГОСТ 19093-81)
| Шаг Р, мм | Номинальный диаметр D, мм | Поле допуска гайки | Поле допуска болта | ||||
| 6Н | 6g | ||||||
| EI | ES | es | ei | ||||
 , ,  , ,  | |  |  , ,  , ,  |  |  | ||
| 1,0 | 5,6...11,2 11,2...22,4 | 0 | +150 +160 | +236 | -26 | -206 | -138 -144 |
| 1,25 | 5,6...11,2 11,2...22,4 | 0 | +160 +180 | +265 | -28 | -240 | -146 -160 |
| 1,5 | 5,6...11,2 11,2...22,4 | 0 | +180 +190 | +300 | -32 | -268 | -164 -172 |
| 1,75 | 11,2...22,4 | 0 | +200 | +335 | -34 | -299 | -184 |
| 2,0 | 11,2...22,4 22,4...45,0 | 0 | +212 +224 | +375 | -38 | -318 | -198 -208 |
| 2,5 | 11,2...22,4 | 0 | +224 | +450 | -42 | -377 | -212 |
| 3,0 | 22,4...45,0 | 0 | +265 | +500 | -48 | -423 | -248 |
Таблица 5.5
| Наружный диаметр D(d) | Шаг резьбы P | Средний диаметр D2(d2) | Внутренний диаметр D1(d1) |
| 1 | 2 | 3 | 4 |
| 6 | 1 | 5.350 | 4.918 |
| 7 | 1 | 6.350 | 5.918 |
| 8 | 1.25 1 | 7.350 7.350 | 6.918 6.918 |
| 9 | 1.25 1 | 8.350 8.350 | 7.918 7.918 |
| 10 | 1.5 1.25 1 | 9.026 9.188 9.350 | 8.376 8.647 8.918 |
| 11 | 1.5 1 | 10.026 10.350 | 9.376 9.918 |
| 12 | 1.75 1.5 1.25 1 | 10.863 11.026 11.188 11.350 | 10.106 10.376 10.647 10.918 |
| 14 | 2 1.5 1.25 1 | 12.701 13.026 13.188 13.350 | 11.835 12.376 12.647 12.918 |
| 16 | 2 1.5 1 | 14.701 15.026 15.350 | 13.835 14.376 14.918 |
| 18 | 2.5 2 1.5 1 | 16.376 16.701 17.026 17.350 | 15.294 15.835 16.376 16.918 |
| 20 | 2.5 2 1.5 1 | 18.376 18.701 19.026 19.350 | 17.294 17.835 18.376 18.918 |
| 22 | 2.5 2 1.5 1 | 20.376 20.701 21.026 21.350 | 19.294 19.835 20.376 20.918 |
| 24 | 3 2 1.5 1 | 22.051 20.701 23.026 23.350 | 20.752 19.835 22.376 22.918 |
| 1 | 2 | 3 | 4 |
| 27 | 3 2 1.5 1 | 25.051 25.701 26.026 26.350 | 23.752 24.835 25.376 25.918 |
| 30 | 3.5 3 2 1.5 1 | 27.727 28.051 28.701 29.026 29.350 | 26.211 26.752 27.835 28.376 28.918 |
| 33 | 3.5 3 2 1.5 - | 30.727 31.051 31.701 32.026 32.350 | 29.211 29.752 30.835 31.376 31.918 |
| 36 | 4 3 2 1.5 1 | 33.402 34.051 34.701 35.026 35.350 | 31.670 32.752 33.835 34.376 34.918 |
Варианты заданий по теме 5 приведены в таблице 4 приложения.

