 2020-09-24
2020-09-24 924
924
Основные размеры призматических шпонок и сечений пазов для них регламентируются стандартом ГОСТ 23360-78. Предусматривается три исполнения шпонок: с закруглениями по обоим концам, прямоугольные и с закруглением на одном конце. Размеры шпонок и сечений пазов должны соответствовать указанным на рис.4.1 и таблице 4.1 размерам.
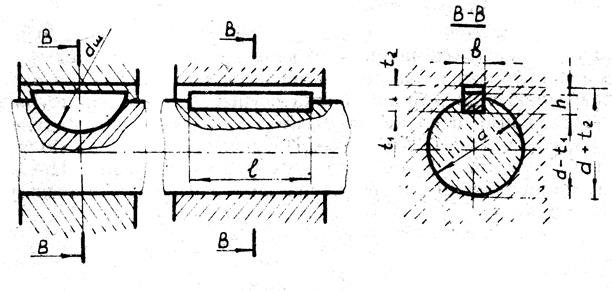
Рис. 4.1 -. Шпоночные соединения.
Предельные отклонения размеров шпоночных соединений нормируются ГОСТ 23360-78, при этом основным сопряжением для всех трех видов соединений является посадка шпонки в пазы вала и втулки по ширине b, которая осуществляется в системе вала, допуск шпонки назначается как для основного вала девятого квалитета h9. При этом шпонка оказывается гладкой, без уступов, пригодной для любого из трех видов соединений.
По характеру работы, воспринимаемый нагрузке и условиям сборки различают три вида шпоночных соединений, указанных в таблице 4.2.
Таблица 4.1
Размеры призматических шпонок, мм
| Диаметр вала | Сечение шпонки | Глубина шпоночного паза | ||
| b | H | вала t 1 | вала t 2 | |
| От 6 до 8 | 2 | 2 | 1,2 | 1,0 |
| Свыше 8 до 10 | 3 | 3 | 1.8 | 1,4 |
| Св. 10 до 12 | 4 | 4 | 2.5 | 1.8 |
| Св. 12 до 17 | 5 | 5 | 3 | 2.3 |
| Св. 17 до 22 | 6 | 6 | 3.5 | 2.8 |
| Св. 22 до 30 | 8 | 7 | 4 | 3.3 |
| Св. 30 до 38 | 10 | 8 | 5 | 3.3 |
| Св. 38 до 44 | 12 | 8 | 5 | 3.3 |
| Св. 44 до 50 | 14 | 9 | 5,5 | 3.8 |
| Св. 50 до 58 | 16 | 10 | 6 | 4.3 |
| Св. 58 до 65 | 18 | 11 | 7 | 4,4 |
| Св. 65 до 75 | 20 | 12 | 7.5 | 4,9 |
| Св. 75 до 85 | 22 | 14 | 9 | 5,4 |
| Св. 85 до 95 | 25 | 14 | 9 | 5.4 |
| Св. 95 до 110 | 28 | 16 | 10 | 6.4 |
| Св. 110 до 130 | 32 | 18 | 11 | 7.4 |
Таблица 4.2
| Вид соеди-нения | Наиболее вероятный параметр посадки шпонки в паз вала  | Наиболее вероятный параметр посадки шпонки в паз втулки   | Тип нагрузки | Степень подвижнос-ти соединения | Условия сборки |
| Свободное |  (зазор) (зазор) | П2 > П1>0 (зазор) | Нереверсив-ная, равномерная | подвижное | Легкие |
| Нормаль-ное |  |  (зазор) (зазор) | нет ударных реверсивных нагрузок | Неподвиж-ное, но возможны частные разборки | благоприят-ные |
| Плотное | (с натягом) | Реверсивная | Неподвиж-ное редко разбираемое | Напрессов-ка | |

Использовать систему отверстия для посадки шпонки по ширине в данном случае экономически нецелесообразно, т.к. шпонку пришлось бы изготовлять ступенчатой для обеспечения различных сопряжений с пазами вала и втулки, что значительно дороже (рис.4.2) и в производстве не практикуется.

Рис.4.2. - Сопряжение шпонки с пазом вала и пазом втулки по ширине в
а – в системе вала; б – в системе отверстия
Поля допусков по ширине b представлены на рис.4.3
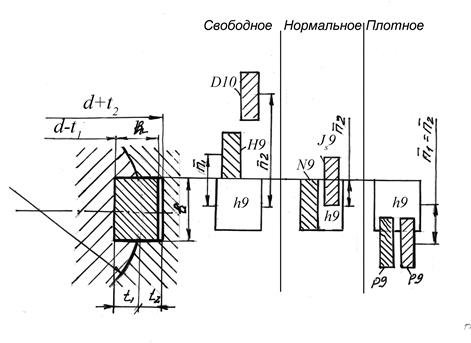
Рис.4.3. - Схема расположения полей допусков шпоночных соединений на ширину:
шпонки  , на ширину паза вала
, на ширину паза вала  и ширину паза втулки
и ширину паза втулки  .
.
Предельные отклонения глубины шпоночных пазов в вале и втулке назначаются в пределах от 0,1 до 0,3 мм в зависимости от высоты шпонки. Допуски длины шпонки и паза вала принимаются h14 и H15 соответственно.
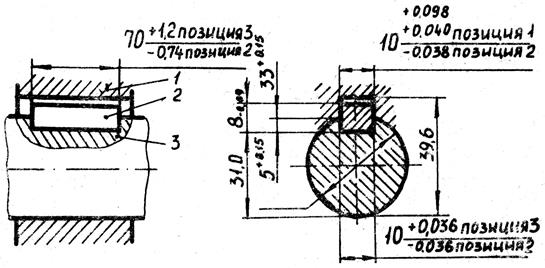
Рис.4.4. - Сборочный чертеж шпоночного соединения
Система допусков и посадок для соединений с сегментными шпонками по ГОСТ 24071-80 предусматривает два вида соединений: нормальное и плотное, с такими же полями допусков, как и для соединений с призматическими шпонками (см. 2 и 3 на рис.4.3). На высоту h сегментной шпонки установлено поле допуска h11, а диаметр исходного контура dm – h12.
Пример сборочного чертежа шпоночного соединения приведен на рис.4.4.
Для построения полей допусков нормального шпоночного соединения (рис. 4.3) необходимо воспользоваться таблицей допусков (таблица 3 приложения).
Варианты заданий приведены в таблице 4 приложения.








