 2020-10-10
2020-10-10 384
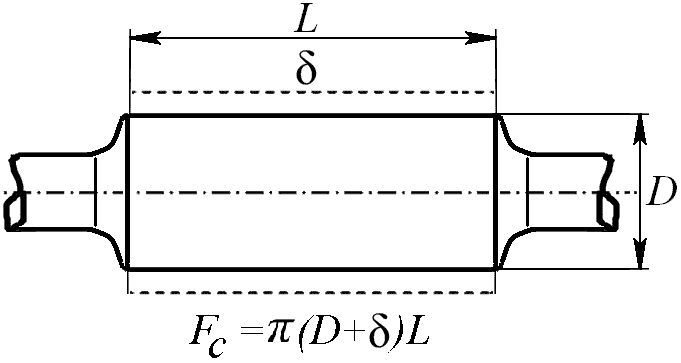
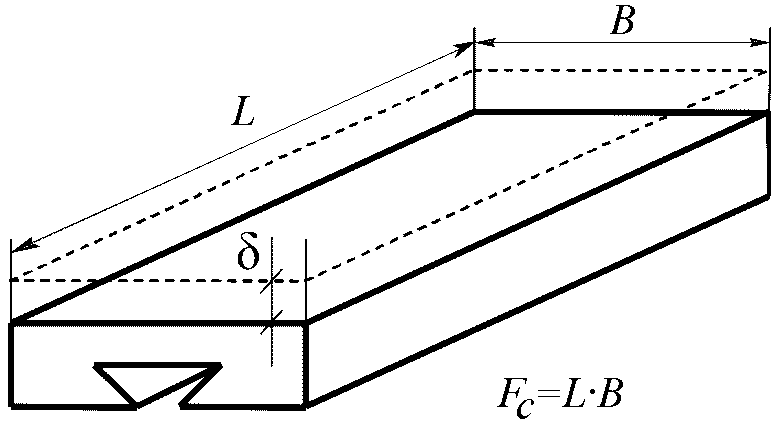
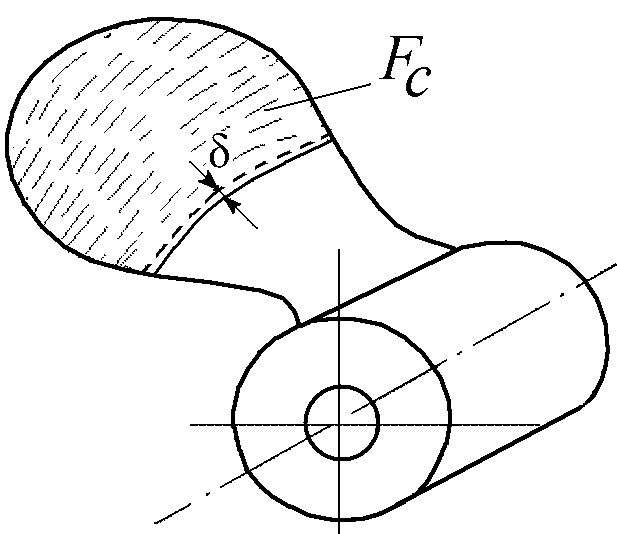
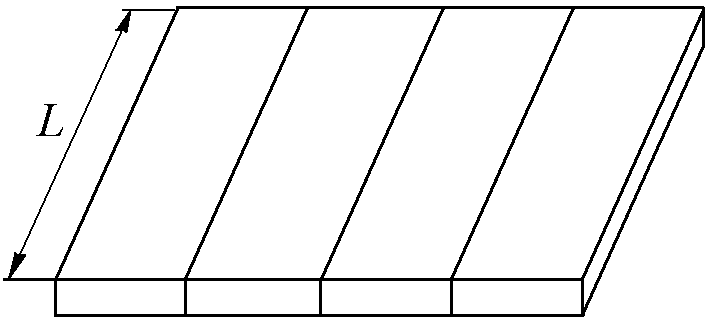
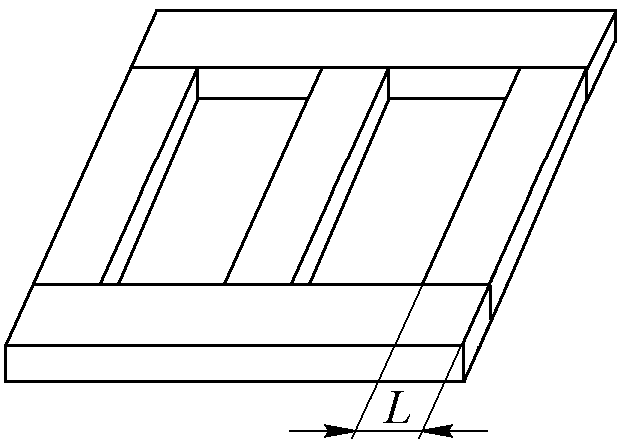
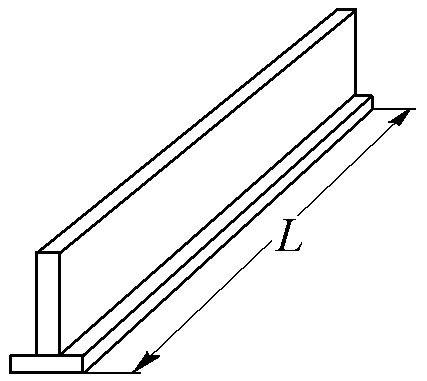
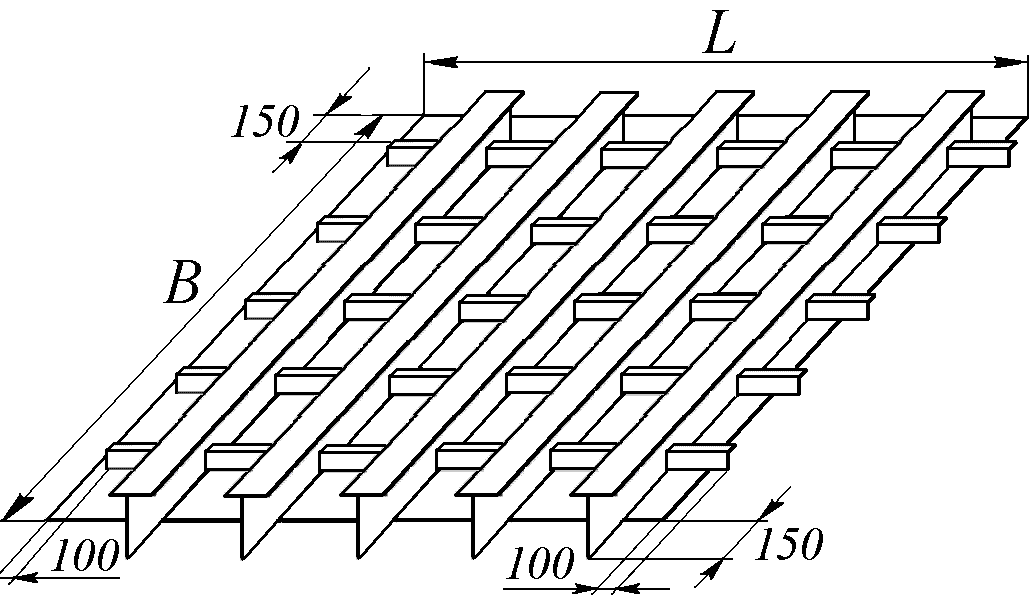
384| № вар-та | Эскиз | L, см | D, см | В, см | F с, см2 | F н, см2 | δ, см |
| 1 |
| 50,0 | 25,0 | - | - | - | 0,5 |
| 2 | 45,0 | 20,0 | - | - | - | 0,4 | |
| 3 | 30,0 | 18,5 | - | - | - | 0,4 | |
| 4 | 25,0 | 17,0 | - | - | - | 0,3 | |
| 5 |
| 50,0 | - | 25,0 | - | - | 0,5 |
| 6 | 45,0 | - | 30,0 | - | - | 0,4 | |
| 7 | 30,0 | - | 45,0 | - | - | 0,4 | |
| 8 | 25,0 | - | 50,0 | - | - | 0,3 | |
| 9 |
| - | - | - | 600,0 | - | 0,5 |
| 10 | - | - | - | 500,0 | - | 0,4 | |
| 11 | - | - | - | 400,0 | - | 0,4 | |
| 12 | - | - | - | 300,0 | - | 0,3 | |
| 13 |
| 1000,0 | 300,0 | - | - | 1,6 | - |
| 14 | 8000,0 | 250,0 | - | - | 1,4 | - | |
| 15 | 5000,0 | 250,0 | - | - | 1,2 | - | |
| 16 | 3000,0 | 200,0 | - | - | 1,0 | - | |
| 17 | 1500,0 | 100,0 | - | - | 0,8 | - | |
| 18 |
| 1000,0 | - | - | - | 1,6 | - |
| 19 | 8000,0 | - | - | - | 1,4 | - | |
| 20 | 5000,0 | - | - | - | 1,2 | - | |
| 21 | 3000,0 | - | - | - | 1,0 | - | |
| 22 |
| 50,0 | - | - | - | 1,6 | - |
| 23 | 40,0 | - | - | - | 1,4 | - | |
| 24 | 35,0 | - | - | - | 1,2 | - | |
| 25 | 30,0 | - | - | - | 1,0 | - | |
| 26 | 25,0 | - | - | - | 0,8 | - | |
| 27 |
| 1000,0 | - | - | - | 1,6 | - |
| 28 | 8000,0 | - | - | - | 1,4 | - | |
| 29 | 5000,0 | - | - | - | 1,2 | - | |
| 30 | 3000,0 | - | - | - | 1,0 | - | |
| 31 |
| 1200,0 | - | 600,0 | - | 1,6 | - |
| 32 | 1000,0 | - | 550,0 | - | 1,4 | - | |
| 33 | 8000,0 | - | 500,0 | - | 1,3 | - | |
| 34 | 5000,0 | - | 500,0 | - | 1,2 | - | |
| 35 | 3000,0 | - | 450,0 | - | 1,0 | - |
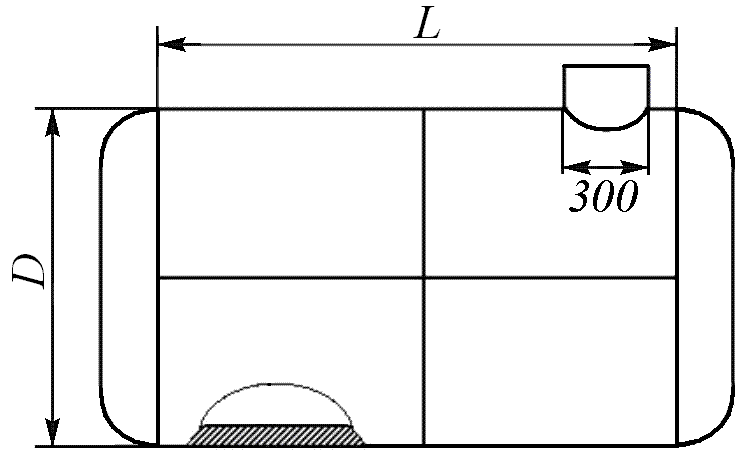
- для получения шва заданного сечения:
 , ,
| (2.5) |
где l ш– суммарная длина сварных швов, м;
F н– площадь поперечного сечения шва, см2;
γ – массовая плотность (для стали γ =7,8 г/см3).
- для получения слоя наплавленного металла
 , ,
| (2.6) |
где F с– площадь наплавляемого участка, см2;
δ – толщина слоя наплавленного металла, мм.
▪ Расчёт нормы времени (t св, ч) на выполнение сварочных/наплавочных работ:
 , ,
| (2.7) |
где I св– величина сварочного тока (принимается как среднее арифметическое из трёх опытов), А;
К 0– коэффициент использования сварочного поста по времени (при ручной сварке К 0=0,4…0,5).
▪ Расчёт расхода электроэнергии (Р,кВт-ч) при сварке (наплавке) на 1- у деталь или на 1 пог. м шва:
 , ,
| (2.8) |
где W – удельный расход электроэнергии (на 1 кг наплавленного металла), кВт·ч/кг  ;
;
β – коэффициент, учитывающий относительное увеличение удельного расхода электроэнергии, вследствие потерь при холостом ходе установки (для сварочных трансформаторов β= 1,02…1,2; для преобразователей постоянного тока β= 1,05…1,85;
η у– к.п.д. сварочной установки (для трансформаторов η у≈0,8, для однопостовых преобразователей η у≈0,5, для многопостовых машин постоянного тока η у≈0,4; для выпрямителей η у≈0,75; для инверторных источников η у≈0,95);
U д– номинальное напряжение на дуге, (принимается как среднее арифметическое из трёх опытов), В;
При ориентировочных расчётах можно принять укрупнённое значение общего расхода электроэнергии на 1 кг наплавленного металла исходя из следующих эмпирических данных:
- при ручной сварке на постоянном токе Р= 6,5 кВ·ч/кг;
- при ручной сварке па переменном токе Р= 4,5 кВт·ч/кг;
- при автоматической сварке под флюсом на переменном токе – Р= (8…3,5) кВт·ч/кг.
Значение основных зависимостей для технологических характеристик электродов позволяет найти практические пути повышения производительности ручной дуговой сварки:
- применение специальных покрытий, ускоряющих процесс плавления электрода;
- применение высокопроизводительных электродов с железным порошком в покрытии. Это позволяет увеличить α н до (12…40) г/А ч, а производительность в 1,5…2,0 раза (этом случае α н≥ α р);
- перенос части энергии дуги непосредственно на плавление электродов (сварка трёхфазной дугой, пучком электродов и др.);
- применение высокой плотности тока и сварки с глубоким проваром толстопокрытыми электродами.
5. Оформление и содержание отчёта:
В отчёте по данной работе необходимо отразить:
1) наименование и цель работы;
2) обозначение электродов по ГОСТ 9466-75 (см. 2.3.5);
3) классификацию электродов по ГОСТ 9466-75 (см. 2.3.6);
4) таблицу с результатами опытов и рассчитанными значениями коэффициентов αр, αн и ψ (см. форму табл. 2.1);
5) графики зависимостей αр,αн,ψ=f (Iсв) (см. пример на рис. 2.1);
6) расчёты расхода электродов, электроэнергии и норм времени при сварке/наплавке заданных деталей (см. п.п. 2.4.12, 2.4.13).
6. Рекомендуемая литература:
1. Бельчук, Г. А. Сварка судовых конструкций / Г. А. Бельчук, К. М. Гатовский, Б. А. Кох. – Л.: Судостроение, 1980. С. 12 – 79.
2. Полухин, П. И. Технология металлов и сварка. Учебник для ВУЗов / П. И. Полухин [и др.]; Под ред. П. И. Полухина. М.: Высшая школа. – 1977. – 464 с.








