 2020-10-10
2020-10-10 1068
1068Прибор ПМТ-3 (рис. 3.2.) состоит из тубуса 6, перемещающегося по вертикали, в котором закреплен центрируемый объектив 3, предметного столика 1, верхняя часть которого перемещается в двух взаимно перпендикулярных направлениях, а при ослаблении затяжки стопорного винта поворачивается вокруг своей центральной оси на 180о (от одного упора до другого). Прибор имеет винтовой окулярный микрометр типа АМ-2 с 15-кратным увеличением и специальной сеткой 7. Микрометр установлен на верхнем конце наклонного тубуса и служит для измерения длины диагонали отпечатков. Нагружной механизм 5 имеет наконечник, снабженный алмазной пирамидкой 4.
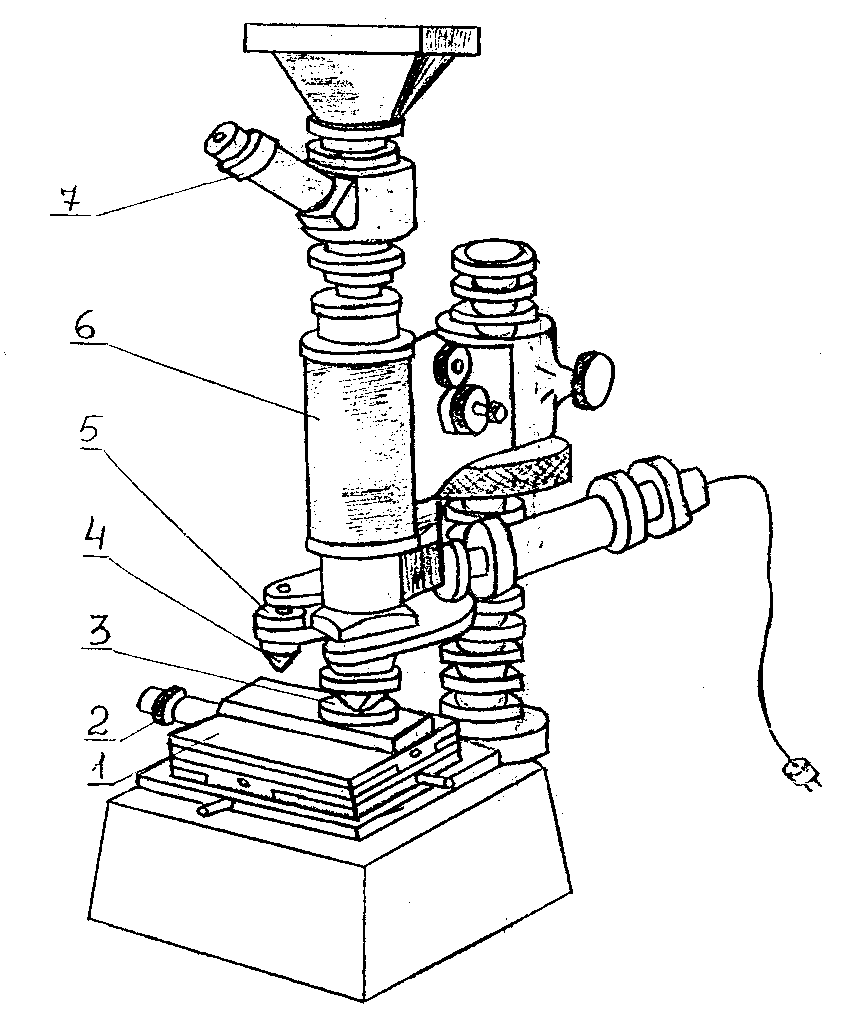
Рис. 3.2. Прибор для измерения микротвердости ПМТ-3:
1 – предметный столик; 2 – упор; 3 – объектив; 4 – наконечник с алмазной пирамидкой; 5 – нагружной механизм; 6 – тубус; 7 – микрометр;
При измерении микротвердости исследуемый образец устанавливают на предметный столик и, наблюдая в микроскоп, подбирают участок для отпечатка, помещая его в центре поля зрения микроскопа. Затем, поворачивая предметный столик вокруг оси на 180о упором 2, подводят образец под наконечник с алмазной пирамидой. При этом обеспечивается точное совмещение места, намеченного для испытания, с местом фактического отпечатка. Вдавливание выполняют, вращая ручку арретира, освобождающую шток с грузом. После вдавливания пирамидки с определенной нагрузкой вращением ручки арретира пирамидка поднимается. Внимание! Эта операция должна быть выполнена обязательно во избежание поломки пирамидки.
Далее образец вращением предметного столика снова подводят под объектив микроскопа и с помощью окулярного микрометра измеряют длину диагонали отпечатка при 200-кратном увеличении.
Отсчетное приспособление микрометра состоит из отсчетного барабана и каретки с подвижной сеткой. На сетке имеется перекрестие для наводки на отпечаток. Для измерения диагонали отпечатка сначала подводят отпечаток к перекрестию так, чтобы левый угол отпечатка совпал с вершиной перекрестия, затем, вращая микрометрический барабан микрометра 7, подводят вершину перекрестия к противоположному углу отпечатка. Далее отмечают количество делений, на которое был смещен лимб барабана микрометра при измерении диагонали отпечатка. Исходя из найденного количества делений по таблице (ГОСТ 9450-76), определяют длину диагонали в миллиметрах и микротвердость HV (кгс/мм2 ). Для повышения точности измерения окуляр поворачивают на 90о и аналогичным образом измеряют длину второй диагонали. По найденным величинам вычисляют среднее арифметическое длин диагоналей и определяют среднее значение микротвердости.
Микротвердость также может быть рассчитана с учетом применяемой нагрузки и средней длины диагонали отпечатка по формуле
HV = 1,854 P/d 2,
где Р – нагрузка, приложенная к алмазному наконечнику, кгс;
d – среднее арифметическое длин диагоналей отпечатка, мм;
1,854 – коэффициент, позволяющий перейти от длины диагонали отпечатка к площади отпечатка.
Измерения микротвердости на каждом образце повторяют не менее трех раз.
Заполнить протокол испытаний №2 (табл. 3.3).
Таблица 3.3
Протокол № 2 испытаний на микротвердость
| Материал образцов | Нагруз- ка Р, кгс | Длина диагонали отпечатка, дел. | Средняя длина диагона-ли, мм | Микро-твердость HV, кгс/мм2 | |||
| 1 изм. | 2 изм. | 3 изм. | Среднее значение | ||||
1. В опытах по измерению твердости выполнять правила безопасной работы с электрооборудованием.
2. При измерении твердости методом Бринелля вдавливание шарика может производиться на расстоянии не менее 0,5 см от края образца.
3. С микротвердомером ПМТ-3 работать только после изучения инструкции или после беседы с преподавателем.
5. Предметный столик прибора ПМТ-3 нельзя передвигать при опущенной пирамидке.
3 ЛИТЬЕ И ПАЙКА МЕТАЛЛОВ








