2020-10-10
2020-10-10 2543
2543Введение
На современных машиностроительных заводах детали, как правило, изготавливают независимо друг от друга в одних цехах, а собирают в сборочные единицы и изделия – в других. При сборке широко используют нормальные крепежные детали, детали из резины и пластмасс, различные виды подшипников качения, электротехнические и другие комплектующие готовые изделия, изготовленные в разное время и на разных заводах. Несмотря на это, сборка изделия осуществляется без подгонки деталей, а полученные в результате сборки изделия отвечают установленным на них техническим условиям. Такая организация производства стала возможной благодаря реализации принципов нормирования требований к деталям, сборочным единицам, механизмам, машинам, используемых при конструировании, благодаря которым предоставляется возможность изготавливать их независимо, собирать или заменять в процессе ремонта без дополнительной обработки при соблюдении технических требований к изделию.
Взаимозаменяемость – свойство независимо изготовленных с заданной точностью деталей (сборочных единиц) обеспечивать возможность бес подгоночной сборки (или замене при ремонте) сопрягаемых деталей в сборочные единицы, а сборочных единиц – в механизмы и машины при соблюдении предъявляемых к ним (сборочным единицам, механизмам, изделиям) технических требований.
Принципы взаимозаменяемости являются основополагающими при конструировании, обеспечиваются при изготовлении и используются при эксплуатации.
Две или несколько неподвижно, или подвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называют сопрягаемыми поверхностями. Остальные детали называют несопрягаемыми (свободными).
В соединениях деталей различают охватывающие и охватываемые поверхности.
Охватывающей поверхностью называется элемент детали с внутренней сопрягаемой поверхностью (отверстие).
Охватываемой поверхностью называется элемент детали с наружной сопрягаемой поверхностью (вал).
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Расчет и выбор посадок гладких соединений.
1.1. Выбор исходных данных (согласно варианту).
ø  ; ø
; ø  ; ø
; ø  .
.
1.2. Расшифровываем условное обозначение одной из трех заданных посадок;
например, ø ,
где ø – обозначение диаметра;
100 – номинальный размер, мм;
H и e – основные отклонения отверстия и вала, указывающие на расположения поля допуска относительно номинального размера (нулевой линии);
8 и 9 – квалитеты, которыми нормируется допуск размера 100 мм отверстия и вала соответственно;
H8 – поле допуска отверстия в системе отверстия;
e9 – поле допуска вала, образующего посадку с зазором в системе основного отверстия;
 - посадка с зазором в системе отверстия.
- посадка с зазором в системе отверстия.
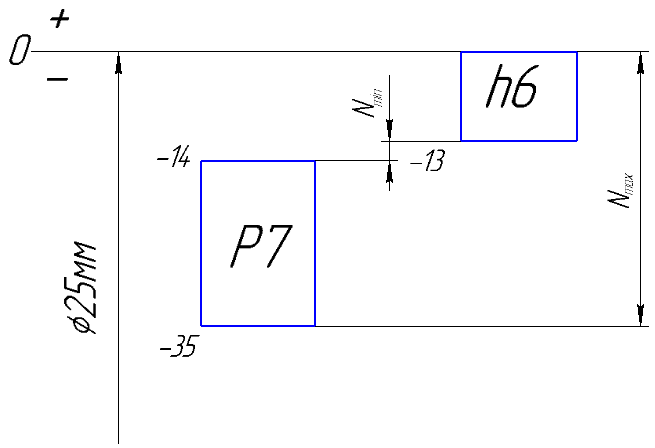
1.3. Рассчитываем предельные отклонения вала (es, ei) и отверстия (ES, EI) соединения ø  , пользуясь ГОСТ 25346-82. Предварительно определим основные отклонения и допуски вала и отверстия. Основное отклонение вала es = -72мкм; ei = -159мкм. Основное отклонение отверстия ES = +54мкм; EI = 0 мкм. Допуск вала Td = 0,087 мм. Допуск отверстия TD = 0,054 мм.
, пользуясь ГОСТ 25346-82. Предварительно определим основные отклонения и допуски вала и отверстия. Основное отклонение вала es = -72мкм; ei = -159мкм. Основное отклонение отверстия ES = +54мкм; EI = 0 мкм. Допуск вала Td = 0,087 мм. Допуск отверстия TD = 0,054 мм.
1.4. Пользуясь ГОСТ 25374-82, построим схемы расположения полей допусков (рис.1.1).
Для ø  ; ES=+54мкм; EI=0мкм; es=-72мкм; ei=-159мкм.
; ES=+54мкм; EI=0мкм; es=-72мкм; ei=-159мкм.
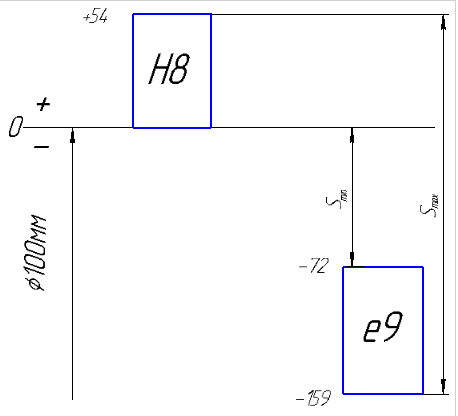
Рис.1.1. Схема полей допусков посадки ø .
ø - ES=+36мкм; EI=0мкм; es=+46мкм; ei=-21мкм.
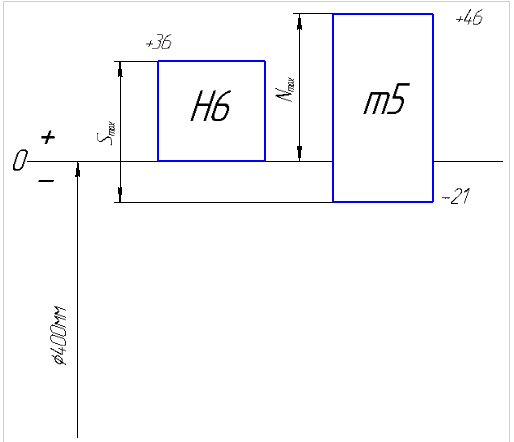
ø - ES=-14мкм; EI=-35мкм; es=0мкм; ei=-13мкм.
1.5. Рассчитаем посадки размеров, предельные размеры деталей, предельные зазоры, натяги и допуски посадок.
Для соединения ø  .
.
Проведем расчет для соединения ø  . Посадка с зазором.
. Посадка с зазором.
Определяем верхние и нижние отклонения для ø  в системе отверстия:
в системе отверстия:


Определяем максимальный и минимальный диаметры отверстия:


Определяем допуск:

Определяем верхние и нижние отклонения для ø  в системе вала:
в системе вала:


Определяем максимальный и минимальный диаметры вала:


Определяем допуск:

Определяеммаксимальный и минимальный зазор:


Определяем допуск на зазор:

Проведем проверку допуска на зазор:

Для соединения ø .
Проведем расчет для соединения ø  . Посадка переходная.
. Посадка переходная.
Определяем верхние и нижние отклонения для ø  в системе отверстия:
в системе отверстия:


Определяем максимальный и минимальный диаметры отверстия:


Определяем допуск:

Определяем верхние и нижние отклонения для ø  в системе вала:
в системе вала:


Определяем максимальный и минимальный диаметры вала:


Определяем допуск:

Определяеммаксимальный и минимальный зазор (натяг):


Определяем допуск на зазор (натяг):

Проведем проверку допуска на зазор (натяг):

Для соединения ø .
Проведем расчет для соединения ø  . Посадка с натягом.
. Посадка с натягом.
Определяем верхние и нижние отклонения для ø  в системе отверстия:
в системе отверстия:


Определяем максимальный и минимальный диаметры отверстия:


Определяем допуск:

Определяем верхние и нижние отклонения для ø 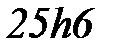 в системе вала:
в системе вала:


Определяем максимальный и минимальный диаметры вала:


Определяем допуск:

Определяеммаксимальный и минимальный натяг:


Определяем допуск на натяг:

Проведем проверку допуска на натяг:

| ø | ø |
| |  |
| ø | |
|
| |
| Рис.1.2. Схема распределения полей допусков. | |
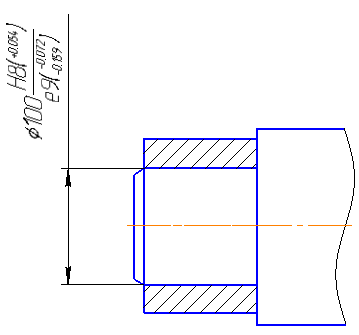
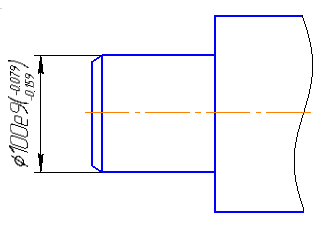
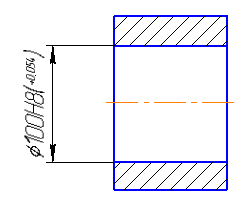
1.6. Выполним эскизы вала, отверстия и соединения для одной из посадок.
При постановки предельных отклонений на чертежах необходимо помнить следующее:
- предельные отклонения указывают в миллиметрах с соответствующим знаком (+ или ˗˗);
- предельные отклонения указывают одним из трех способов:
- для отверстия; ø100H8; ø100+0,054; ø100H8+0,054;
- для вала ø100e9; ø  ; ø
; ø  .
.
- предельные отклонения, равные нулю не указывают;
- при симметрическом на расположении поля допуска абсолютную величину предельных отклонений указывают один раз со знаком ±, например, ø25j8(±0.016).
При выполнении задания предельные отклонения следует поставить комбинированным способом.
Числовые значения параметров шероховатости поверхности вала и отверстия выбирают из табл. п. 1.
Для отверстия при H8 и d=25мм – Ra = 3,2 – 0,8 мкм.
 |  |
|
| |
| Рис.1.3. Эскизы вала втулки и соединения ø | |