 2020-10-10
2020-10-10 563
563Схемы расположения полей допусков, предельное отклонение и допуски гладких рабочих и контрольных калибров нормированы ГОСТ 24853-81 или СТ СЭВ 157-75.
По назначению предельные калибры бывают рабочие, приемные и контрольные. Рабочими калибрами проверяет деталь рабочий и контролёр, а с помощью контрольных калибров проверяют рабочие калибры при их изготовлении и в связи с износом. Конструкцию и основные размеры калибров‑скоб выбирают по ГОСТ 18358-73, ГОСТ 18369-73, а калибров‑пробок по ГОСТ 14810-69, ГОСТ 14815-69.
На чертеже рабочего калибра необходимо указать исполнительные размеры, а также технические требования по ГОСТ 2015-69 или ГОСТ 2216-68.
Пример расчета гладких предельных калибров для посадки ø  .
.
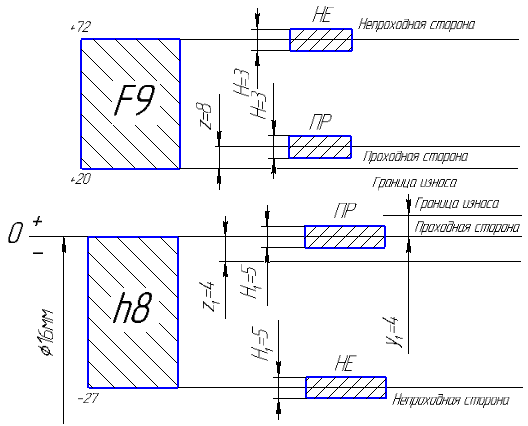
Схема расположения полей допусков предельных калибров приведена на рис.2.1.
|
Рис.2.1. Схема расположения полей допусков предельных калибров для контроля соединений ø  . .
|
На схеме приняты следующие обозначения:
H – допуск нового калибра‑пробки;
H1 – допуск нового калибра‑скобы;
Hp – допуск контрольных калибров для скоб;
Z – отклонение середины поля допуска проходного калибра‑пробки относительно Dmin;
Z1 – отклонение середины поля допуска проходного калибра‑скобы относительно dmax;
y – допустимый выход размера изношенного проходного калибра‑пробки за границу поля допуска отверстия;
y1 – допустимый выход размера изношенного проходного калибра‑кольца или калибра‑скобы.
Значение параметров H, H1Hp, Z, Z1, y и y1 приняты по ГОСТ 24853-81 или СТ СЭВ 157-75.
Расчет предельных размеров проводят по формулам, приведенным в ГОСТ 24853-81. Эти формулы можно записать со схемы (рис.2.1). При записи формулы за базу принимают номинальный размер соединения.
По ГОСТ 24853 – 81 найдем значения параметров:
 мкм;
мкм;  мкм;
мкм;  мкм;
мкм;  мкм;
мкм;
 мкм;
мкм;  мкм;
мкм;  мкм;
мкм;  мкм;
мкм;
 мкм;
мкм;  мкм.
мкм.
Проведем расчет размеров калибра-пробки для контроля отверстия ø  .
.
ПРmax  мм;
мм;
ПРmin  мм;
мм;
ПРизн  мм;
мм;
НЕmax  мм;
мм;
НЕmin  мм.
мм.
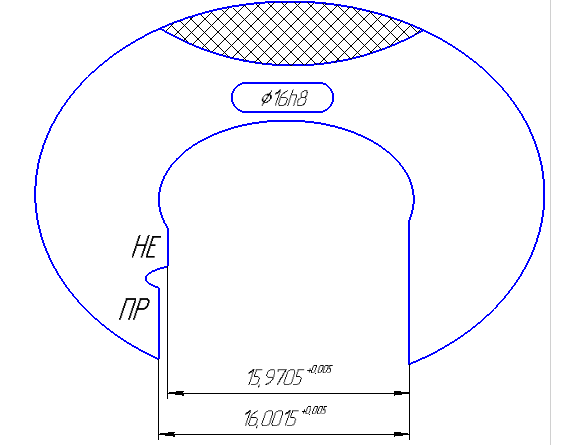
Проведем расчет размеров калибра-скобы для контроля вала ø  .
.
ПРmax  мм;
мм;
ПРmin  мм;
мм;
ПРизн  мм;
мм;
НЕmax  мм;
мм;
НЕmin  мм.
мм.
На чертеже калибра проставляют исполнительный размер (рис.2.2). Правило записи этого размера состоит в следующем:
‑ за номинальные размеры принимают для калибра‑пробки – наибольшие предельные размеры;
‑ для калибра‑скобы – наименьшие предельные размеры.
Рядом с номинальным размером записывают предельное отклонение, равное допуску на изготовления калибра со знаком «‑» на калибре‑пробке и со знаком «+» на калибре‑скобе, т.е. предельные отклонения задают в обрабатываемый материал.
В нашем случае:
калибр‑пробка
проходная сторона ø16,0255-0,003;
непроходная сторона ø16,0605-0,003;
калибр‑скоба
проходная сторона ø16,0015+0,005;
непроходная сторона ø15,9705+0,005.
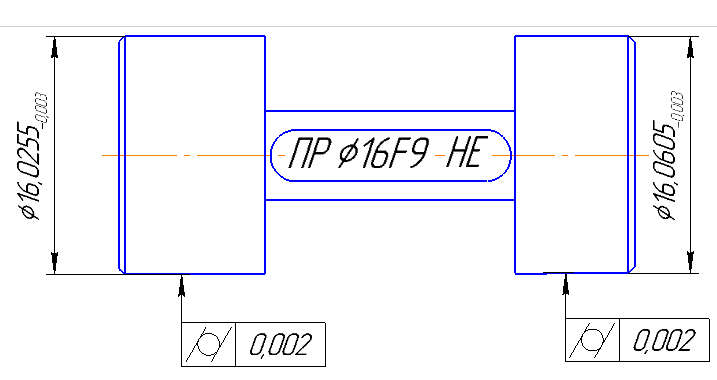
|
| а) |
|
| б) |
| Рис.2.2. Калибр‑пробка – а; калибр‑скоба – б. |








