 2020-10-11
2020-10-11 964
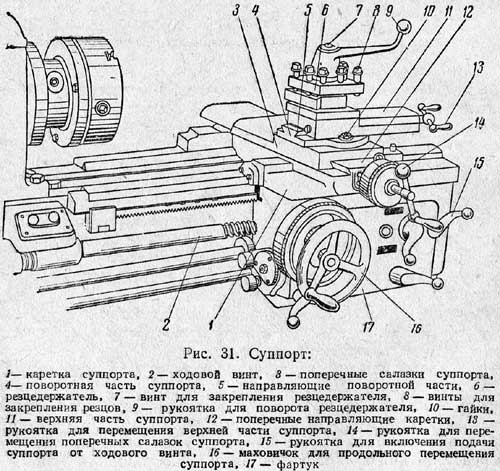
964В металлорежущих станках применяют направляющие скольжения, качения и комбинированные.
Направляющие обеспечивают правильность траектории движения заготовки и (или) инструмента и точность перестановки узлов. Во многих случаях направляющие выполняют как одно целое с базовыми деталями.
Направляющие качения различают по виду тел качения на шариковые и роликовые
В зависимости от траектории движения подвижного узла направляющие могут быть прямолинейного и кругового движения. Их делят также на горизонтальные, вертикальные и наклонные. По форме поперечного сечения наиболее распространены прямоугольные (плоские), треугольные (призматические), трапециевидные (типа ласточкина хвоста) и круглые направляющие. Каждую из форм можно применять в виде охватывающих и охватываемых направляющих. Охватываемые направляющие плохо удерживают смазочный материал, а охватывающие удерживают его хорошо, но нуждаются в надежной защите от загрязнений.
Направляющие скольжения
Непосредственный контакт сопряженных поверхностей в направляющих скольжения определяет непостоянство и большие силы сопротивления. Для уменьшения износа направляющих внедряют специальные масла, применяют накладки из антифрикционных материалов. Если коэффициент трения покоя в паре чугун—чугун при обычных маслах равен 0,21— 0,28, то применение антискачкового масла ИНСП снижает его до 0,075—0,09. Применение накладок из полимерных материалов на основе фторопласта снижает коэффициент трения покоя до 0,04— 0,06
Материал направляющих.
Материал направляющих в значительной мере определяет износостойкость и плавность движения узлов. Во избежание крайне нежелательного явления — схватывания, пару трения комплектуют из разнородных материалов, имеющих различные состав, структуру и твердость. Направляющие, относительно которых перемещаются подвижные детали, делают более твердыми и износостойкими Направляющие могут быть как стальными, так и чугунные. Направляющие из стали выполняют в виде отдельных планок, которые приваривают к сварным станинам, а к чугунным станинам крепят винтами или приклеивают.
Материал накладных направляющих — низкоуглеродистые стали 20, 20Х, 20ХНМ, 18ХГТ с цементацией и закалкой до высокой твердости (НRСЭ 60—65), азотируемые стали 38Х2МЮА, 40ХФ, 30ХН2МА с глубиной азотирования 0,5 мм и закалкой до очень высокой твердости (800—1000HV). Реже применяют легированные высокоуглероднетые стали ШХ15, ХВГ, 9ХС с объемной закалкой и отпуском (НRСЭ 58—62). Стальные закаленные направляющие обеспечивают наивысшую износостойкость в паре с закаленным чугуном. Цветные сплавы, такие как безоловянная бронза Бр АМц9-2, оловянная бронза БрОФ10-1, сплав на цинковой основе ЦАМ 10-5 в паре со сталью и чугуном, дают наилучшие результаты по износостойкости, отсутствию задиров и равномерности подачи, но высокая стоимость сдерживает их широкое применение при изготовлении направляющих. Пластмассы обладают хорошими характеристиками трения и антизадирными свойствами, обеспечивают равномерность движения при малых скоростях и не дают схватывания. Прямоугольные направляющие просты в изготовлении и контроле геометрической точности, надежны, удобны в регулировании зазоров - натягов, хорошо удерживают смазку, но требуют защиты от загрязнения. Они нашли применение в станках с ЧПУ. Трапециевидные (ласточкин хвост) контактны, но очень сложны в изготовлении и контроле. Имеют простые устройства регулирования зазора, но они не обеспечивают высокой точности сопряжения. Цилиндрические направляющие (круглые) не обеспечивают высокой жесткости, сложны в изготовлении и применяют их обычно при малых длинах хода. Сечения направляющих скольжения нормализованы и соотношение размеров зависит от высоты направляющих. Отношение длины подвижной детали к габаритной ширине направляющих должно быть в пределах 1,5...2. Длина неподвижных направляющих принимается такой, чтобы не было провисания подвижной детали. Механическое крепление обеспечивается как правило винтами по всей длине с шагом не более 2-х кратной высоты накладной планки и обеспечивается при этом фиксация планок в поперечном направлении выступами, фасками и т.д.
Из всех приведенных корпусных деталей наиболее ответственной является станина, на базовых поверхностях которой располагаются различные подвижные и неподвижные узлы и механизмы станка: суппорты, стойки, столы, приводы и т.п. В основе конструкции станин, несмотря на большое разнообразие их форм, лежат некоторые общие принципы, обусловленные конструктивными, технологическими и прочностными требованиями. Конструкция станины должна обеспечить возможность рационального расположения на ней всех необходимых узлов и механизмов, а также удобства их монтажа и разборки
Наивыгоднейший профиль станин по конструктивным соображениям и прочностным характеристикам — сечение в форме полого прямоугольника или кольцевого профиля (рис. 2.37, а, б, в).

рис. 2.37
Однако не всегда удается выдержать по всей длине станины замкнутый профиль, что связано с необходимостью обеспечить удобство удаления стружки, компактное расположение различных механизмов, узлов и агрегатов, сборку и демонтаж станка. Поэтому часто форма профиля станины имеет открытый вид, а для повышения ее жесткости применяют ребра жесткости, двойные стенки и т.п. (рис. 2.37, г, д, е). Жесткость станины значительно повышается, если полая внутренняя часть выполнена с перегородками (рис. 2.38).

рис. 2.38
МАТЕРИАЛ ДЛЯ БАЗОВЫХ ДЕТАЛЕЙ. Основными материалами базовых деталей, удовлетворяющими условиям стабильности, жесткости и виброустойчивости, являются чугун и низкоуглеродистая сталь
Чугун наиболее распространенный материал для изготовления базовых деталей. Чаще всего применяют чугун СЧ 15. Он обладает хорошими литейными свойствами, мало коробится, но имеет сравнительно низкие механические свойства (модуль продольной упругости Е = 80150 кН/мм2).
Применяют для изготовления оснований большинства станков, салазок, столов, корпусов задних балок, тонкостенных отливок с большими габаритными размерами небольшой массы и других деталей сложной конфигурации при недопустимости большого коробления и невозможности подвергнуть их старению.
При повышенных требованиях к износостойкости направляющих, выполненных как одно целое с базовой деталью, применяют также чугун СЧ 20. Его также широко используют при изготовлении станин и других ответственных корпусных деталей прецизионных станков. Значительно реже применяют чугуны СЧ 30 и СЧ 35. Обладая высокой прочностью и износостойкостью, они имеют плохие литейные качества, поэтому их не рекомендуют для изготовления базовых деталей сложной формы и крупногабаритных. Эти чугуны применяют для изготовления блоков и плит многошпиндельных станков, станин токарных, револьверных станков, базовых деталей станков-автоматов и других интенсивно нагруженных станков. Для изготовления базовых деталей станков применяют легированные чугуны с присадками никеля, хрома, магния, ванадия и других элементов.
Углеродистую сталь применяют при изготовлении сварных базовых деталей простой формы. Сварными базовые детали делают при мелкосерийном и единичном характере производства; их широко применяют в станках, работающих при ударных и очень больших нагрузках.
Регулировка зазоров направляющих и смазка Технические требования к ремонту и сборке направляющих 1. Погрешности формы и расположения поверхностей направляющих, т. е. отклонения от прямолинейности, плоскостности, параллельности, перпендикулярности, угла наклона, а также спиральная изогнутость, должны находиться в пределах, указанных в паспортах на оборудование. 2. На поверхности направляющих недопустимы незаделанные раковины, трещины, пробоины, сколы, местные пористости, вмятины, забоины, штрихи, задиры, заусенцы и др. 3. Число заваренных дефектных мест на направляющей не должно быть более трех при длине направляющей до 1,5 м и шести при большей длине. Для направляющих установочных перемещений до 1,5 м это число не должно превышать пяти. 4. Переход обработанных поверхностей в необработанные должен сопровождаться фаской. 5. Число несущих пятен направляющих при проверке на краску с помощью плит, линеек или сопряженных деталей (стволов, суппортов, кареток, ползунов и т. п.) не должно превышать значений, указанных в таблице. Пятна должны равномерно располагаться по поверхности направляющих. 6. Поверхность направляющей должна иметь одинаковую твердость по всей длине. 7. Зазоры в направляющих должны быть отрегулированы с целью обеспечения минимальных люфтов и плавного свободного перемещения подвижных узлов. Способы регулирования зазоров в направляющих приведены в таблице. 8. Способы регулирования зазоров в направляющих
| |||||||||||
 |  | ||||||||||
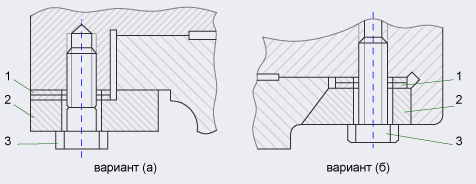 Зазор в направляющих устраняют удалением, подшлифовкой или заменой одной из комплекта тонкой регулировочной прокладки (1) и поджатием планки (2) винтом (3). Применяется в плоских и призматических горизонтальных направляющих (вариант а) и в направляющих типа «ласточкин хвост» (вариант б)
Зазор в направляющих устраняют удалением, подшлифовкой или заменой одной из комплекта тонкой регулировочной прокладки (1) и поджатием планки (2) винтом (3). Применяется в плоских и призматических горизонтальных направляющих (вариант а) и в направляющих типа «ласточкин хвост» (вариант б) 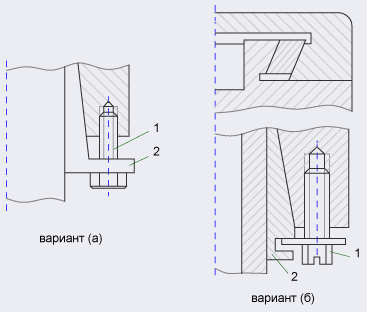 Зазор в направляющих устраняют перемещением с помощью винтов (1) регулирующих клиньев (2), имеющих уклон от 1: 40 до 1:100 пропорционально длине направляющих. Применяется в горизонтальных и вертикальных плоских направляющих (вариант а) и в направляющих типа «ласточкин хвост» (вариант б)
Зазор в направляющих устраняют перемещением с помощью винтов (1) регулирующих клиньев (2), имеющих уклон от 1: 40 до 1:100 пропорционально длине направляющих. Применяется в горизонтальных и вертикальных плоских направляющих (вариант а) и в направляющих типа «ласточкин хвост» (вариант б)  Зазор в направляющих или натяг в них осуществляют с помощью зажимных винтов (1). Применяется для установочных перемещений в круглых направляющих при ослабленных винтах.
Зазор в направляющих или натяг в них осуществляют с помощью зажимных винтов (1). Применяется для установочных перемещений в круглых направляющих при ослабленных винтах. 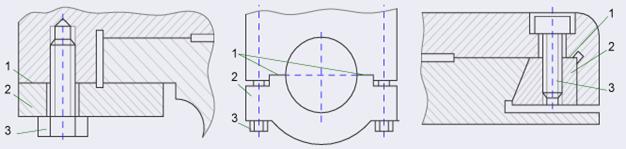 Зазор в направляющих устраняют подшабриванием или шлифованием плоскостей (1) планок или крышки (2) с последующей их подтяжкой с помощью винтов (3). Применяется в плоских и призматических направляющих (вариант а), направляющих типа «ласточкин хвост» (вариант в), а также в круглых направляющих (вариант б), где вместе со стыком подшабривают и цилиндрические поверхности
Зазор в направляющих устраняют подшабриванием или шлифованием плоскостей (1) планок или крышки (2) с последующей их подтяжкой с помощью винтов (3). Применяется в плоских и призматических направляющих (вариант а), направляющих типа «ласточкин хвост» (вариант в), а также в круглых направляющих (вариант б), где вместе со стыком подшабривают и цилиндрические поверхности  Зазор в направляющих устраняют смещением планок или клиньев (1) с помощью винтов (2). Фиксацию установленного положения планки (клина) производят контргайкой (винтом 3). Применяется в вертикальных плоских направляющих (вариант а), в горизонтальных плоских и призматических направляющих (вариант б), в направляющих типа «ласточкин хвост» (вариант в)
Зазор в направляющих устраняют смещением планок или клиньев (1) с помощью винтов (2). Фиксацию установленного положения планки (клина) производят контргайкой (винтом 3). Применяется в вертикальных плоских направляющих (вариант а), в горизонтальных плоских и призматических направляющих (вариант б), в направляющих типа «ласточкин хвост» (вариант в) 
Регулировка зазоров в направляющих скольжения
Устройства для регулирования зазоров в направляющих. Предусматривая регулирование зазоров, упрощают технологию изготовления направляющих. Кроме того, регулированием зазоров периодически устраняют последствия их изнашивания.
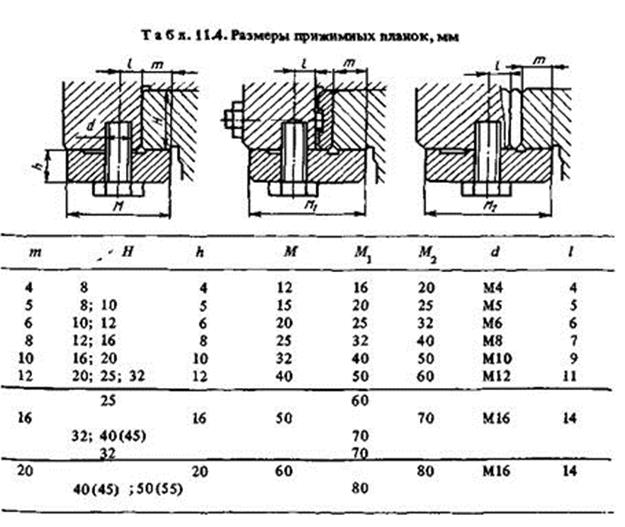
Прижимными планками (табл. 11.4) после пригонки по их базовой поверхности создают необходимые зазоры в горизонтальной плоскости направляющих. Регулировочными планками (табл. 11.5, 11.6) изменяют зазоры в прямоугольных и трапециевидных направляющих, когда на их боковую плоскость, действуют относительно малые силы. Зазоры регулируют винтами или пальцами с эксцентричным элементом. Регулировочные клинья с уклоном от 1:40 до 1:100, перемещаемые в продольном направлении (рис. 11.4), применяют для направляющих с тяжелыми условиями работы, при необходимости тонкого регулирования зазоров или повышенных требованиях к жесткости.
С целью снижения податливости направляющих планку или клин располагают на их менее нагруженной боковой стороне.

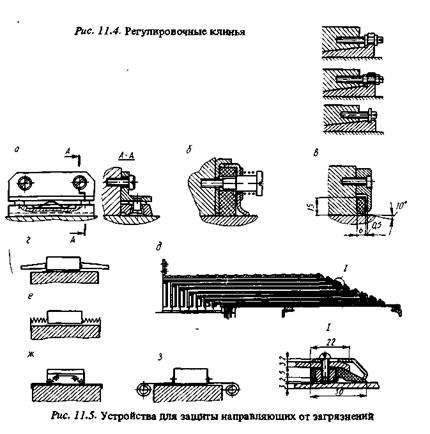
Защита направляющих








