 2020-10-12
2020-10-12 1457
1457Ремонт автомобильного транспорта»
ОТЧЁТ
по учебной слесарной практике
по профессиональному модулю ПМ 03
выполнил:
студент гр. АТМ-21 Шаповалов.Б.А
Руководитель: Деордица А.Г.
2020
Содержание
Стр.
Введение……………………………………………………………….3
1.Рубка металла..……………………………………………………....4
2.Разметка……………………………………………………...……….6
3.Правка, гибка металла……………………………………………….7
4.Резка металла. 9
5.Опиливание металла. 11
6.Сверление, зенкование, развертывание. 13
7.Нарезание резьбы.. 16
8.Клепка. 18
Список используемой литературы.. 20
Введение
Слесарные работы, обработка преимущественно металлических заготовок и изделий, осуществляемая слесарно-сборочным инструментом вручную, с применением приспособлений и станочного оборудования. К слесарным работам относятся: разметка, рубка и резка, опиливание, нарезание резьбы, гибка и правка, притирка, сверление, зенкерование, развёртывание, клёпка, пайка и др. Слесарные работы выполняются главным образом при сборке машин на промышленных предприятиях, а также в процессе ремонта, сборки и регулировки машин и их узлов на ремонтных предприятиях, а иногда на месте работы машины.
Слесарь - это работник, выполняющий обработку металлов в холодном состоянии, сборку, монтаж, демонтаж и ремонт всевозможного рода оборудования, машин, механизмов и устройств при помощи ручного слесарного инструмента, простейших вспомогательных средств и оборудования (электрический и пневматический инструмент, простейшие с
Слесарное дело - это ремесло, состоящее в умении обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и др.). Целью слесарного дела является ручное изготовление различных деталей, выполнение ремонтных и монтажных работ.танки для резки, сверления, сварки, гибки, запрессовки и т. д.).
Основными операциями являются: отрезка заготовки, резание, отпиливание, сверление, развертывание, нарезание резьбы, шабрение, шлифование, притирка и полирование.
Процесс обработки или сборки (применительно к слесарным работам) состоит из отдельных операций, строго определенных разработанным технологическим процессом и выполняемых в заданной последовательности.
К вспомогательным операциям относятся: разметка, кернение, измерение, закрепление обрабатываемой детали в приспособлении или слесарных тисках, правка, гибка материала, клепка, туширование, пайка, склеивание, лужение, сварка, пластическая и тепловая обработки.
1.Рубка металла
Инструменты для рубки металла:
Пожалуй, самые распространенные операции в слесарном деле – это моделирование металла: опиливание, резка, рубка, нарезка резьбы, сверление отверстий.
Для рубки металла используются следующие слесарные инструменты: зубило, крейцмейсель и канавочники
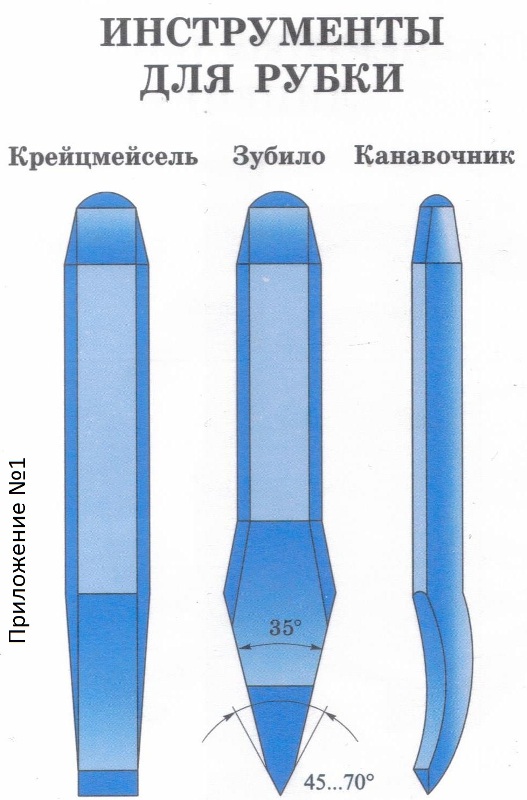
Режущее лезвие слесарного зубила имеет форму клина. Лезвие и боек должны быть закалены и отпущены. Боек зубила представляет собой усеченный конус с полукруглым основанием. Это сделано для того, чтобы удар молотка всегда приходился по центру бойка.
Для вырубания узких канавок и пазов применяется разновидность зубила с более узкой режущей кромкой. Этот инструмент называется крейцмейселем
Смазочные канавки во вкладышах и втулках подшипников удобнее всего вырубать канавочниками. Их главное отличие от зубила и крейцмейселя – изогнутая кромка режущей части.
Способы применения рубки:
· рубка в тисках
В практике слесарной обработки рубку мелких заготовок из листового и полосового металла выполняют в тисках. Для обрубки, например, заготовки под скобу из листового металла необходимо взять кусок листовой стали толщиной 4 мм и на нем согласно размерам, указанным на чертеже, нанести разметочные риски.
Необходимо при этом помнить, что рубка листового металла производится только по уровню губок тисков и зубило в процессе такой рубки нужно перемещать не только по подвижной, но и по неподвижной губке тисков.
· Рубка на наковальне
Разрубание и вырубание заготовок на плите, наковальне или рельсе производят в тех случаях, когда листовой, полосовой или прутковый металл зажать и обработать в тисках не представляется возможным.
Для того чтобы разрубить стальную пластину пополам, ее предварительно размечают и кладут на плиту. Рубку ведут так: взяв зубило и обхватив его всеми пальцами левой руки, ставят его на риску вертикально; затем с плечевого замаха наносят сильные удары молотком.
Брак при рубке, причины их появления:
В практике слесарной обработки бывают случаи, когда обработанные рубкой детали оказываются негодными из-за отклонений их размеров от заданных чертежом или в результате повреждений при рубке либо вследствие неудовлетворительного качества обработанной поверхности, например из-за глубоких захватов зубилом или крейцмейселем, отколов на ребрах у деталей из хрупких металлов и т. д.
Основными причинами брака являются: неправильные приемы рубки, невнимательность в работе, рубка тупым инструментом и т. д.
Техника безопасности при рубке металла:
При ручной рубке можно работать только исправным инструментом: молотком, зубилом, крейцмей-селем. Зубилами со сбитыми деформированными головками работать нельзя.
Рукоятки молотков должны быть без трещин, молоток на них надо плотно закреплять. В процессе рубки слесарь обязан пользоваться защитными очками, а при рубке в тисках — применять ограждения в виде сеток и щитков.
Для предохранения рук от повреждений (при неудобных работах, особенно в начальный период обучения) нужно надевать на зубило предохранительную резиновую шайбу, а на кисть руки — предохранительный козырек.
При механизированной рубке (пневматическим инструментом) пользуются сжатым воздухом. Давление сжатого воздуха в трубопроводах достигает 5—7 ати. Струя такого воздуха представляет опасность для человека. При соединении шланга с пневматическим инструментом или отсоединении от инструмента сжатый воздух должен быть отключен при помощи крана. Включать пневматический инструмент можно только после установки зубила или крейцмейселя.
Не разрешается ремонтировать пневматический инструмент при включенном сжатом воздухе; вставлять или вынимать рабочий инструмент можно только при полной остановке рубильного молотка. При механизированной рубке осколки металла разлетаются с большой силой, поэтому слесарь должен пользоваться предохранительными очками из небьющегося стекла. Место рубки нужно обязательно оградить ширмами из металлической сетки.
2.Разметка
Инструменты для плоскостной разметки:
Чертилки (иглы) – служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 илиьУ12. Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни, а на алюминии риски наносят остро заточенным карандашом.
Коническая поверхность чертилки должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки. Затачивают чертилки на заточных станках.
Подготовка к разметке:
• Очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и др.;
• Тщательно осмотреть заготовку; при обнаружении раковин, пузырей, трещин и т. п. точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно); все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось, дефектов;
• Изучить чертеж размечаемой детали, выяснить ее особенности и назначение; уточнить размеры; мысленно наметить план разметки (установку детали на плите, способ и порядок разметки); особое внимание уделить припускам на обработку (их берут из справочников в зависимости от материала и размеров детали, ее формы, способа установки при обработке);
• Определить базовые поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки; при плоскостной разметке базами могут служить обработанные кромки заготрвки или осевые линии, которые наносят в первую очередь; за базы удобно также, принимать приливы, бобышки, платики;
• Подготовить поверхности к окрашиванию.
Приемы плоскостной разметки:
Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямых рисок: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными.
Риски ведут только один раз. При повторном проведении линий невозможно попасть точно в то же место, в результате получается несколько параллельных рисок. Если риска нанесена плохо, ее закрашивают, дают высохнуть и проводят вновь.
Перпендикулярные линии (не в геометрических построениях) наносят с помощью угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают.грузом, чтобы она не сдвигалась в процессе разметки.
Отыскание центров окружностей осуществляют с помощью центроискателей и центро-наметчиков. Простейший центроискатель, а представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник-центроискатель на наружную поверхность изделия, проводят чертилкой прямую.
Техника безопасности при выполнении разметочных работ:
Во время разметки слесарь не должен забывать об острых концах чертилок и заготовок, расположенных на плите. Они могут серьезно травмировать рабочего.
В целях безопасности во время работы, а также в перерывах на свободные острия чертилок и рейсмусов рекомендуется надевать предохранительные колпачки.
Разметочные риски можно накернивать как простым кернером, так и электрическим. В последнем случае надо тщательно соблюдать правила электробезопасности. Следует учитывать, что напряжение при контакте корпуса кернера с размечаемой заготовкой в момент нанесения керна очень высокое, поэтому, если изоляция токонесущих частей кернера повреждена, то под напряжением окажутся и корпус кернера и размечаемая заготовка. Любой рабочий, коснувшись заготовки, может также оказаться под током.
Поэтому размечаемая заготовка или деталь при работе электрическим кернером должна быть хорошо заземлена.
Устанавливая заготовки на разметочные плиты, призмы, домкраты и другие приспособления, следует принимать меры, предотвращающие их падение.
При разметке листовых заготовок можно порезать руки кромками материала. Поэтому укладывать заготовки на плиты и снимать их после разметки нужно в рукавицах.
Правка, гибка металла
Инструменты для гибки металла:
При слесарной гибке применяют слесарные стальные молотки с квадратным бойком и плоской ударной частью. В качестве приспособлений используют слесарные тиски, оправки, соответствующие форме, размерам и радиусу изгиба. В некоторых случаях применяют простейшие приспособления.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок, форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
Молотки с мягкими вставками и деревянные молотки — киянки применяют для гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.

Приемы правки:
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне мелом отмечают границы изгибов, после чего на левую руку надевают рукавицу и берут полосу, а: в правую руку берут молоток и принимают рабочее положение. Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны.
Правка металла круглого сечения. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню (рис. 83) пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к средней части.
Виды гибки:
Гибку металла можно производить вручную или с применением специализированного оборудования. Гибка металла собственными руками представляет собой достаточно трудоемкий процесс, который занимает немало времени и заключается в работе плоскогубцами и молотком. Изгибание тонкого металла проводят киянкой.
Виды брака при правке и гибки металлов:
Основными видами брака при правке металла являются забоины на обработанных поверхностях от ребра молотка и вмятины — следы от бойка молотка, имеющего неправильную и негладкую поверхность.
При гибки металла брак, получается, из-за неправильных размеров согнутых заготовок, косого загиба и повреждения обработанных поверхностей.
Техника безопасности при гибки:
-Молотки и кувалды должны иметь надежно заклиненные, крепкие, без сучков и трещин рукоятки.
-Рабочие части молотков, бородков, подкладок, оправок не должны иметь расклепа.
-Обрезки металла необходимо собирать и складывать в отведенный для них ящик во избежание порезов ног и рук.
-Листы очищать только металлической щеткой, а затем ветошью или концами.
-Правку металла проводить только на надежных подкладках, исключающих возможность соскальзывания металла при ударе.
-Подсобный рабочий должен держать металл при правке только кузнечными клещами.
-При засыпке трубы песком перед гнутьем в торце одной из пробок необходимо сделать отверстие для выхода газов, иначе может произойти разрыв трубы.
-При гнутье труб в горячем состоянии поддерживать их только в рукавицах во избежание ожогов рук.
При правке и рихтовке металлов необходимо выполнять следующие требования безопасности:
-работать только исправным инструментом (правильно насаженные молотки, отсутствие трещин на рукоятках, и отколов на молотках);
-для предохранения рук от ударов и вибраций металла работать в рукавицах;
-заготовку на плите или наковальне удерживать прочно.
4.Резка металла
Приемы резания металла ручной ножовкой:
Разрезание полосового металла легче производить по узкой стороне (по толщине)
Разрезание круглого металла небольших сечений производится ручной ножовкой.
Заготовки же диаметром более 50 мм разрезают, как правило, на приводных ножовках, дисковых пилах, отрезных и других станках. Процесс разрезания сводится к тому, что на куске стали круглого сечения предварительно наносят разметочную риску. Затем заготовку зажимают в тисках в горизонтальном положении и трехгранным напильником по риске делают небольшой пропил с тем, чтобы врезать ножовочное полотно в металл на заданном размере по длине.
Необходимыми условиями правильного выполнения работы по разрезанию труб ручной ножовкой являются: разметка мест разреза, правильный выбор ножовочного полотна и соблюдение основных правил работы ножовкой. При разрезании трубы держать ножовку следует горизонтально и по мере углубления ножовочного полотна в трубу слегка наклонять ее к себе. Если полотно будет защемляться в прорези, ножовку следует вынуть, повернуть трубу от себя на 45—60° и продолжить резку, слегка нажимая на полотно.

Разрезание металла механическими ножовками:
Механические ножовки делят на две группы: стацибнарные и переносные. Механические ножовки делят на две группы: стацибнарные и переносные. Переносная механическая ножовка удобна при разрезании металла на месте выполнения слесарно-сборочных работ.
Разрезание труб и профильного металла, а также резка листовой стали по криволинейным контурам производится пилами различных конструкций. Пилы подразделяют на дисковые (круглые) и ленточные. Принцип действия пил трения основан на том, что режущий диск, вращающийся с большой скоростью, при соприкосновении с разрезаемым металлом нагревает его в месте реза до температуры плавления.
Разрезание металла ручными ножницами и с механическим приводом:
Выбор приводных ножниц для разрезания металла зависит от профиля, размеров и конфигурации заготовок. Разрезание ножницами с прямолинейным движением ножей. К ножницам этого типа относятся гильотинные (параллельные), пресс-ножницы, роликовые, вибрационные и др.
Гильотинные ножницы допускают резание листов толщиной до 40 мм с,длиной реза за один ход ножа до 3000 мм. Кроме того, на них можно резать листы на полосы неограниченной длины.
Пресс-ножницы предназначены главным образом для резки небольших заготовок. Кроме того, на них можно разрезать листы любой длины толщиной до 30 мм.
Роликовые ножницы широко применяются для отрезания полос неограниченной длины и криволинейных заготовок по разметке.
Дисковые ножницы применяют для разрезания листовых полос неограниченной длины, а также для резки по криволинейному контуру. Ножницы могут резать листы толщиной до 25 мм.

Брак при разрезании металла и правила техники безопасности:
Основными причинами брака при разрезании металла являются: косой разрез металла; несоблюдение заданных размеров в результате неправильной разметки или разрезания не по риске; повреждение (помятости) разрезаемой заготовки из-за неправильного зажима в тисках и др. При работе ручной ножовкой разрезаемый материал нужно закреплять в тисках очень надежно. Полотно должно быть натянуто в ножовочном станке не слишком туго, но й не слабо. В том и другом случае появляется возможность поломки полотна и случайного ранения работающего.
Разрезая тонкий листовой металл ручными ножницами, легко поранить левую руку как острыми кромками разрезаемого материала, так и непосредственно лезвиями ножниц. Поэтому держать разрезаемый материал необходимо рукой, на которую надета брезентовая рукавица. При работе ручными ножницами нужно соблюдать большую осторожность. Нельзя пользоваться тупыми ножницами, которые не столько режут, сколько мнут металл.
В процессе разрезания металла на гильотинных ножницах нужно внимательно следить за правильной подачей металла и не допускать его заклинивания. Необходимо устанавливать оградительную линейку или предохранительный прижим, особенно при резке узких полос.
При работе на дисковых ножницах ножи-диски ограждают специальными щитками, препятствующими попаданию пальцев работающего под ножи. Зубчатые передачи ножниц ограждаются специальными кожухами.
Опиливание металла
Напильник, их классификация и конструкция:
Напильник — многолезвийный инструмент для обработки металлов, дерева, пластмасс и других твердых материалов. Представляет собой металлический стержень с насечкой.
Основная классификация напильников, согласно Госстандарта ГОСТ 23726-79 осуществляется по виду использования и подразделяет инструменты на 5 основных групп:
• для слесарных работ;
• спецназначения;
• надфили;
• рашпили;
• машинные и ленточные.
Конструкция напильника зависит от вида насечки, геометрии зубьев, профиля и других факторов. Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространенным способом образования зубьев является насекание их на специальных станках.

Выбор напильников:
Применение напильников того или иного класса зависит от характера выполняемой работы, припуска на опиловку, а также от требуемой точности и шероховатости поверхности. Для грубой опиловки, когда требуется снять большой слой металла (до 1 мм), используются брусовки —напильники квадратного сечения, имеющие очень крупную насечку — 4,5—7 насечек на 10 мм длины.
Для грубого опиливания заготовок, когда необходимо снять припуск до 0,5 мм, применяют драчевые напильники, позволяющие за один ход снять слой 0,08—0,15 мм.
Надфили предназначены для очень точной и мелкой работы, главным образом в инструментальных цехах. Ими выпиливают фасонные отверстия и пазы в шаблонах, доводят сопрягаемые детали и т. п.
Выбор напильника того или иного профиля зависит от форм опиливаемых поверхностей.
Плоские напильники применяют для опиливания свободных наружных и внутренних плоскостей, выпуклых поверхностей, а также поверхностей, сопряженных под углом 90°.
Квадратные напильники применяют для распиливания квадратных и прямоугольных отверстий, прямоугольных пазов, недоступных для работы плоским напильником. Трехгранные напильники служат для опиливания открытых и закрытых углов более 60°, многогранных отверстий и плоскостей в недоступных для плоских напильников местах Полукруглые напильники применяют для опиливания выпуклой стороной криволинейных (вогнутых) поверхностей с большим радиусом.

Виды опиливания:
Опиливание поверхностей является сложным трудоемким процессом. Чаще всего дефектом при опиливании поверхностей является неплоскостность. Работая напильником в одном направлении, трудно получить правильную и чистую поверхность. Поэтому направление движения напильника, а следовательно, положение штрихов (следов напильника) на обрабатываемой поверхности должны меняться, т. е. попеременно с угла на угол.
Сначала опиливание выполняют слева направо под углом 30 — 40° к оси tvickob, затем, не прерывая работы, прямым штрихом и заканчивают опиливание косым штрихом под тем же углом, но справа налево. Такое изменение направления движения напильника обеспечивает получение необходимой плоскостности и шероховатости поверхности.
Качество опиливания поверхности проверяют поверочной линейкой в различных положениях (вдоль, поперек, по диагонали). При опиливании плоских поверхностей используют плоский напильник — драчевый и личной. Сначала опиливают одну широкую поверхность (она является базой, т. е. исходной поверхностью для дальнейшей обработки), затем вторую параллельно первой и т. д.
Техника безопасности при опиливании металла:
-Заготовка должна быть прочно зажата в тисках.
-Нельзя работать напильником с расколотой ручкой. Ручка должна быть хорошо насажена на хвостовик напильника.
-Нельзя касаться ручкой инструмента детали, закрепленной в тисках, так как это нарушает прочность её насадки.
-Нельзя охватывать носок напильника левой рукой.
-Запрещается сдувать стружки, удалять их голыми руками. Для этого есть щетка-сметка.








