2020-10-12
2020-10-12 112
1124.1. В зависимости от применяемых методов проектирования документов и вида оборудования рекомендуется применять следующие виды документов:
- формы МК по ГОСТ 3.1118;
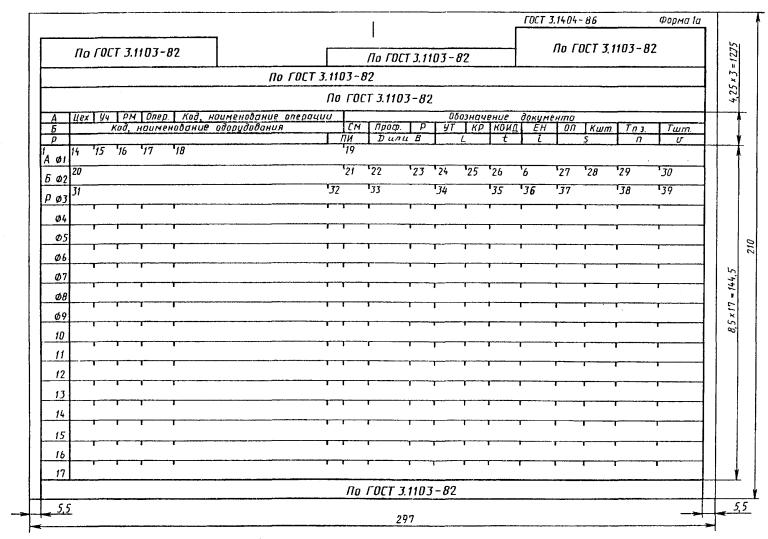
- формы 1 и 1а КТП;
- формы 2, 2а и 3 ОК;
- формы 14 и 14а, 15 и 15а ОК.
Выбор соответствующих видов документов устанавливает разработчик документов.
4.2. Формы 14 и 14а, 15 и 15а ОК следует применять при проектировании документов без использования средств механизации и автоматизации. Графы форм документов следует заполнять в соответствии с табл. 3.
Таблица 3
| Номер графы | Размер графы | Наименование (условное обозначение) графы | Содержание графы | |
| мм | количество знаков | |||
| 1 | 78,0 | 30 | Материал | Наименование и марка материала. Допускается наименование не указывать |
| 2 | 18,2 | 7 | Твердость | Твердость материала заготовки в состоянии поставки для обработки на данной операции |
| 3 | 18,2 | 7 | МЗ | Масса заготовки |
| 4 | 18,2 | 7 | МД | Масса детали по конструкторскому документу |
| 5 | 49,4 | 19 | СОЖ | Информация по применяемой смазочно-охлаждающей жидкости |
| 6 | 122,2 | 47 | Наименование оборудования | Наименование оборудования |
| 7 | 59,8 | 23 | Код, обозначение оборудования | Код, обозначение оборудования по классификатору |
| 8 | 18,2 | 7 | То | Норма основного времени на операцию |
| 9 | 18,2 | 7 | Тв | Норма вспомогательного времени на операцию |
| 10 | 18,2 | 7 | Тв. пр. | Время вынужденного простоя в ожидании обслуживания за время обработки одной детали, мин |
| 11 | 18,2 | 7 | Т сум. | Суммарная норма времени на операцию |
| 12 | 18,2 | 7 | Кол. дет. за цикл | Количество деталей за цикл |
| 13 | 18,2 | 7 | Тшт. | Норма штучного времени на операцию |
| 14 | 18,2 | 7 | Произв. | Расчетно-часовая производительность оборудования |
| 15 | 54,6 | 21 | ИОТ | Обозначение инструкций по охране труда, требования которых необходимо соблюдать при выполнении операции |
| 16 | 182,0 | 70 | Содержание операции | Содержание операции |
| 17 | 7,8 | 3 | НПП | Номер по порядку |
| 18 | 10,4 | 4 | Поз. | Номер позиции технологической оснастки |
| 19 | 59,8 | 23 | Наименование тех. оснастки | Наименование технологической оснастки |
| 20 | 59,8 | 23 | Код, обозначение тех. оснастки | Код, обозначение технологической оснастки по классификатору |
| 21 | 7,8 | 3 | Кол. | Количество единиц технологической оснастки одного обозначения, одновременно применяемой при выполнении перехода |
| 22 | 18,2 | 7 | S | Подача на один оборот шпинделя, мм/об |
| 23 | 18,2 | 7 | v | Скорость резания, м/мин |
4.3. В табл. 1- 3 размеры граф даны исходя из шага печатающих устройств 2,6 мм.
В графе «Количество знаков» указано число знаков, соответствующее ширине данной графы. Максимальное количество вносимой информации на один знак меньше.
Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
4.4. Примеры оформления документов приведены в приложении 3.
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА (первый или заглавный лист)
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА (последующие листы)
ОПЕРАЦИОННАЯ КАРТА (первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА (последующие листы)
ОПЕРАЦИОННАЯ КАРТА (первый или заглавный лист)
КАРТА НАЛАДКИ ИНСТРУМЕНТА (первый или заглавный лист)
КАРТА НАЛАДКИ ИНСТРУМЕНТА (последующие листы)
КАРТА КОДИРОВАНИЯ ИНФОРМАЦИИ (первый или заглавный лист)
КАРТА КОДИРОВАНИЯ ИНФОРМАЦИИ (последующие листы)
КАРТА ЗАКАЗА НА РАЗРАБОТКУ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ (первый или заглавный лист)
КАРТА ЗАКАЗА НА РАЗРАБОТКУ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ (оборотная сторона)
ВЕДОМОСТЬ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ Н A СТАНКЕ С ЧПУ (первый или заглавный лист)
ВЕДОМОСТЬ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ НА СТАНКЕ С ЧПУ (последующие листы)
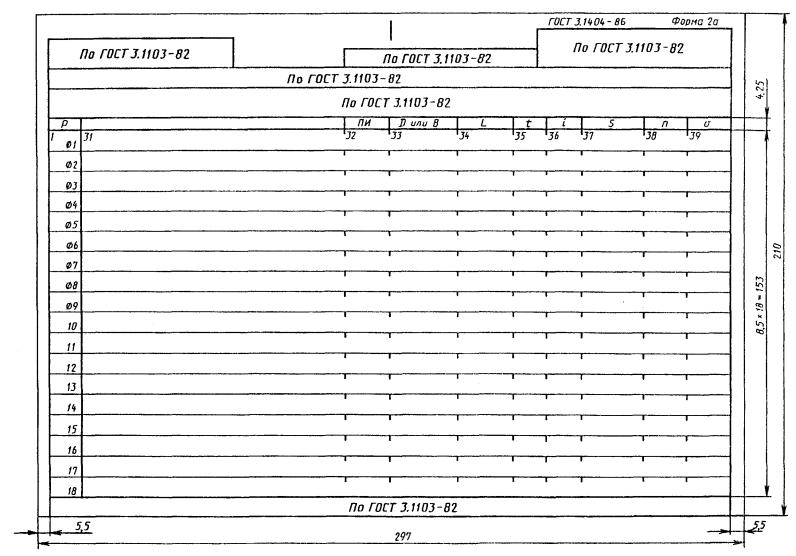
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ (первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ (последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ (первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ (последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ (первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ (последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ (первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ (последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ (первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ (последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ (первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ (последующие листы)
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ (первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ (последующие листы)
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ (первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ (последующие листы)