 2014-02-04
2014-02-04 469
4694) Разработка контрольного листка для регистрации данных с перечислением видов собираемой информации. В нём необходимо предусмотреть свободное место для графической регистрации данных.
5) Ранжирование данных, полученных по каждому проверяемому признаку в порядке значимости.
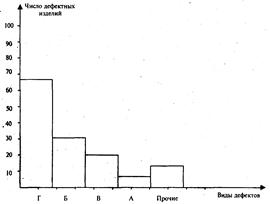
6) Построение столбиковой диаграммы, показывающей связь между видами дефектов и числом дефектных изделий.
 Значительный интерес представляет построение диаграмм Парето в сочетании с диаграммой причин и следствий.
Значительный интерес представляет построение диаграмм Парето в сочетании с диаграммой причин и следствий.
Выявление главных факторов, влияющих на качество продукции, позволяет увязать показатели производственного качества с каким-либо показателем, характеризующим потребительское качество.
Для такой увязки возможно применение различных методов анализа.
Рисунок 17 – Диаграмма Парето Уже в процессе производства, зная характе-
ристики основных факторов использования
изделия, можно прогнозировать его срок службы.
Улучшая основные параметры, можно увеличить срок службы.
Исходя из необходимого срока службы изделия, можно выбирать технологически допустимые и экономически оптимальные уровни признаков производственного качества.
Наибольшее практическое распространение имеет характеристика качества изучаемого процесса путем оценки качества результата этого процесса. В этом случае речь идет о контроле качества изделий, деталей, получаемых на той или иной операции.
Наибольшее распространение имеют не сплошные методы контроля, а те из них, которые базируются на теории выборочного метода наблюдения.








