 2014-02-04
2014-02-04 1301
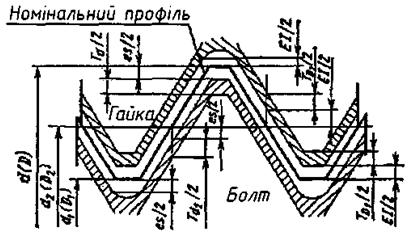
1301На длине свичивания резьбовых деталей расположены несколько витков резьбы, которые образуют резьбовой контур.
В резьбовом соединении различают действительный, номинальный и предельный контуры.
Номинальный контур резьбы определяет самый большой предельный контур болта и наименьший предельный контур гайки.
От номинального контура в направлении, перпендикулярному к оси резьбы, отсчитывают отклонение и располагают снизу поля допусков диаметров резьбы болта, в противоположную сторону - поля допусков диаметров резьбы гайки.
При изготовлении резьбовых деталей неминуемыми является погрешности профиля резьбы и ее размеров, возможная неконцентричность диаметральных сечений и другие отклонения, которые могут нарушить свинчиваемость и ухудшить качество соединения.
Свинчиваемость резьбовых деталей и необходимое качество соединения обеспечивается, если действительные контуры болта и гайки не будут выходить за соответствующие предельные контуры на всей длине свинчивания.
Посадки резьбовых соединений (для резьб общего назначения и большинства специальных резьб) определяются в основном характером соединений боковых сторон профиля. Расположение полей допусков внешнего и внутреннего диаметров исключает возможность получения натяга по вершинам и впадинам резьбы и они обеспечивают гарантированный зазор.
Закономерности построения системы допусков и посадок для резьбовых соединений аналогичны цилиндрическим гладким соединениям, но для резьбовых деталей применяются не квалитеты, а такие степени точности по ГОСТ 16093-81: 3, 4, 5, 6, 7, 8, 9, 10 в порядке уменьшения точности с увеличением степени.
Преобладающим для использования в резьбовых соединениях общего назначения является 6-аястепень точности.
Резьбы шестой степени точности могут быть получены такими методами механической обработки как фрезерование, накатывание, нарезание резцами, плашками, гребенками, вихревое нарезание и т.п.
Для выбора степени точности в зависимости от длины свинчивания резьбы и требований к точности соединений установлены три (3) группы длин свинчивания: короткие (short) - S, нормальные (normal) - N, длинные (long) - L.
Длины свинчивания в пределах от 2,24*P*d0,2 до 6,7*P*d0,2 относятся к группе N; меньшие из нормальных относятся к группе S; большие - к группы L (Р і d в мм).
Поля допусков болтов и гаек установлены для трех классов точности: точного, среднего и грубого.
Расположение полей допусков резьбы относительно номинального размера определяется основным отклонением - нижним для гаек, верхним - для болтов.
Установлены ряды основных отклонений обозначаются буквами латинского алфавита: срочными — для болтов, прописными - для гаек.
Понятие класса точности используется для сравнительной оценки точности резьбовых деталей с разными полями допусков.
При одинаковом классе точности допуск среднего диаметра при длине свинчивания группы L рекомендуют увеличивать, а при длине згвинчування S - уменьшать на одну степень в сравнении с допусками, установленными для нормальной длины.
Точный класс рекомендуется для ответственных статически нагруженных резьбовых соединений, или при потребности малых колебаний характера посадки.
Средний класс используют для резьб общего употребления.
 |
Грубый класс - для резьб, которые нарезают на горячекатаных заготовках, в длинных глухих отверстиях и т.п.
Рис. 2. Расположение полей допусков метрической резьбы.

