 2014-02-05
2014-02-05 6829
6829Рольганг представляет собой систему параллельных на месте вращающихся труб, по которым перемещается груз. Такое транспортирующее устройство часто монтируется в цехах для передачи изделия от одного рабочего места к другому по ходу технологического процесса. Рольганг, смонтированный в печной камере заменяет собой традиционный под печи. При этом нагреваемые изделия в виде одиночных листов, пачек листов, прутков или пакетов прутков, рулонов ленты, бунтов проволоки, мелких деталей в поддонах перемещаются по печному рольгангу. Роликовый под представляет собой продолжение цехового рольганга. Но ролики печного пода изготавливают из жаропрочной стали. Для уменьшения нагрузки на ролики печи для сортового проката обычно изготавливают шириной до 2,5…2,8 м. Ширина печей для термообработки тонких листов примерно 3,5…4,0 м. При работе роликовых печей вращение роликов иногда не останавливают, а при остановке технического процесса и необходимости задержки металла в печи. Вращение роликов периодически реверсируют, перемещая металл в печи взад и вперед (во избежание прогибов роликов).
Различают печи с окислительной и защитной атмосферой. Печи с защитной атмосферой отапливаются с помощью радиационных труб, устанавливаемых над и под рольгангом. Печи с защитной атмосферой обозначаются ТР3.
В электрических роликовых печах нагревательные элементы располагаются на боковых стенках рабочей камеры и на своде. В случае работы в защитной атмосфере предусматривается уплотнение выводов роликов с помощью специальных коробок и герметизация рабочего пространства с помощью тамбуров или завес.
Низко- и среднетемпературные печи имеют сводовые вентиляторы для усиления циркуляции в рабочей камере.
В топливных рольганговых печах с окислительной средой (печи ТРО) отопление печи производится с помощью горелок, которые устанавливаются под рольгангом и над ним, а в широких печах и на своде.
Применяют для различных видов термообработки—закалки, отжига, отпуска, старения, а также пайки, спекания металлокерамических деталей и пр. Роликовый под печи обеспечивает удобное и легкое перемещение деталей внутри печи и облегчает загрузку и разгрузку деталей большой массы и габаритов.
Производительность роликовых печей 4…40 т/ч, их длина, включая зону охлаждения, достигает 100м. Печи изготовляют с пламенным и электрическим обогревом для работы с обычной (индекс ТРО и СРО) и с искусственной атмосферой (индекс ТРЗ и СРЗ). Максимальная температура нагрева в печах ТРО 1000 °С, в печах ТРЗ – 950 °С, в печах СРО – 350 °С и СРЗ – 1200 °С.
Индексы некоторых топливных роликовых печей:
ТРО - 6.40.5/10 ТРО - 12.120.7/10 ТРО - 20.120.14/10
ТРО - 6.60.5/10 ТРО - 16.120.12/10 ТРО - 30.80.19/10
ТРО - 8.80.5/10 ТРО - 20.80.14/10 ТРО - 30.120.19/10
Выпускаются следующие серийные печи с роликовым подом для нагрева под закалку мелких деталей в защитной атмосфере (в скобках производительность, кг/ч)
СРЗ - 6.70.2/9 (120-350)
СРЗ - 8.70.2/
СРЗ - 10.70.4/9 (300-800)
Для нагрева под закалку длинномерных изделий:
СРО - 8.100.4/12 (£ 800); СРЗ - 12.240.4/11 - Х150 (700-1500)
СРЗ - 8.100.2/12 (£ 600); СРО - 10.120.7/7 - Х100 (3000-2200)
Последние две печи снабжены зонами регулируемого охлаждения.
Для отжига мелких изделий предназначены печи:
СРО - 10.80.4/10 (до 1500), а для низкого отпуска СРО - 12.80.4/3 (400-640) и СРО - 12.160.10/3 (650). Другие типоразмеры приведены в табл. (см. с. 101).
Печи с роликовым подом для закалки и отпуска часто объединяют в агрегаты непрерывного действия, компонуя их с другим оборудованием.
Печи полностью механизированы. Для герметизации рабочего пространства печи выполняются с загрузочными и разгрузочными камерами. Ролики выполняются из жаропрочного сплава.
На рис. 4.17показана рольганговая закалочная электропечь СРЗ-8.56.2/9.
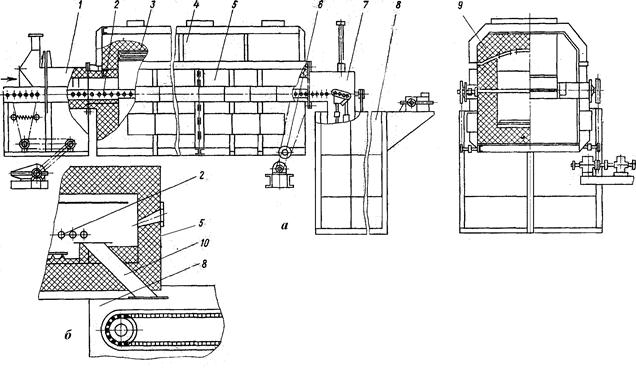
Рис. 4.17. Рольганговая закалочная электропечь СРЗ-8.56.2./9:
а – общий вид печи с закалочным баком – автоматом;
б – разгрузочный участок электропечи с конвейерным закалочным баком; 1- загрузочная камера; 2- рольганг; 3 – нагреватели; 4- крышки; 5- кожух; 6- привод рольганга; 7- гидрозатвор; 8- закалочный бак; 9- футеровка; 10- лоток
Рольганговые печи имеют значительное преимущество перед закалочными печами других типов, так как могут обеспечить требуемую производительность при небольшой высоте садки и быструю передачу нагретых деталей без подстуживания в закалочный бак. Детали передаются в закалочный бак небольшими порциями или поштучно. Рольганговые печи широко применяют для закалки колец шарикоподшипников.
Размеры рабочего пространства рольганговых пламенных печей: ширина от 600 до 3000 мм, длина от 4000 до 12000 мм, высота от 500 до 1900 мм. Размеры рабочего пространства рольганговых электропечей: ширина от 1200 до 4500 мм, длина от 5000 до 36000 мм, высота 400 мм.
Разгрузка деталей из печи производится через проем разгрузочного торца. К разгрузочному торцу печи герметично крепится камера гидрозатвора, в патрубке которого поднимается и опускается стол закалочного бака.
Разгрузка закаленных изделий может осуществляться через закалочный бак или через гидрозатвор, имеющий торцовую заслонку для выгрузки. При закалке со свободным падением изделий в закалочный бак печь комплектуется конвейерным закалочным баком.
Основные технические данные по роликовым (рольганговым) печам (см Аль. стр) приведены в табл. 4..
Таблица 4.
| Индекс печи | Габариты, м | Площадь, м2 | Темпера-тура, °С | Произ. кг/ч | Мощ-ность, кВт | Расход газа, м3 |
| Пламенные Теплопроекта с кольцевым подом | ||||||
| ТРО – 6.40.5/10 | 2,5х7,6х2,0 | 2,4 | – | |||
| ТРО -6.60.5/10 | 2,5х9,5х2,0 | 3,6 | – | |||
| ТРО - 6.80.5/ 10 | 2,5х11,5х2,0 | 4,8 | – | |||
| ТРО - 8.80.7/ 10 | 3,3х12,1х2,1 | 6,4 | – | |||
| ТРО - 8.120.7/ 10 | 3,3х15,1х2,1 | 9,6 | ||||
| ТРО – 12.80.10/10 | 3,3х15,1х2,1 | 9,6 | – | |||
| ТРО - 12.120.10/10 | 4,0х13,0х2,4 | 14,4 | – | |||
| ТРО - 16.80.12/10 | 4,0х17,0х2,4 | 12,8 | – | |||
| ТРО - 16.120.12/10 | 5,0х12,60х2,8 | 19,2 | – | |||
| ТРО - 20.80.14/10 | 5,0х17,4х2,8 | 16,0 | – | |||
| ТРО - 20.120.14/10 | 6,0х18,2х3,0 | 24,0 | – | |||
| ТРО - 30.80.19/10 | 8,0х17,5х3,8 | 24,0 | – | |||
| ТРО - 30.120.19/10 | 8,0х21,5х3,8 | 36,0 | – | |||
| Электрические заводов ЭТО – без камеры охлаждения | ||||||
| СРО – 8.100.2/10 | 4,3х28х2,4 | 8,0 | – | |||
| СРО - 10.80.4/10 | 5,5х22х2,6 | 8,0 | – | |||
| СРО -12.60.4/10 | 4,0х11х2,6 | 7,2 | – | |||
| СРЗ - 8.50.2/10 | 2,8х7х2,3 | 4,0 | – | |||
| СРЗ -8.60.4/10 | 2,7х7,6х2,0 | 4,8 | – | |||
| СРЗ -8.100.4/10 | 4,7х28х2,4 | 8,0 | – | |||
| СРЗ -12.240.4/10 | 3,2х45х2,8 | 28,8 | – | |||
| СРЗ -16.100.4/10 | 4,3х24х4,2 | 16,0 | – | |||
| Электрические заводов ЭТО – с камерой охлаждения | ||||||
| СРЗ – 4.80.4/12 | 4,9х50х2,8 | 3,2 | – | |||
| СРЗ -6.50.4/12 | 4,0х25х3,2 | 3,0 | – | |||
| СРЗ -8.50.4/11 | 3,2х27х3,7 | 4,0 | – | |||
| СРЗ -12.480.2/11 | 4,6х87х3,7 | 57,6 | – | |||
| СРЗ -16.200.2/10 | 5,6х58х3,9 | 32,0 | – | |||
| СРЗ -20.300.4/12 | 4,9х33х2,8 | 60,0 | ||||
| СРЗ -16.60.1,5/7 | 3,2х23х2,5 | 9,6 |








