 2014-02-02
2014-02-02 3034
3034Рис. 86. Схема заточки зуба фрезы
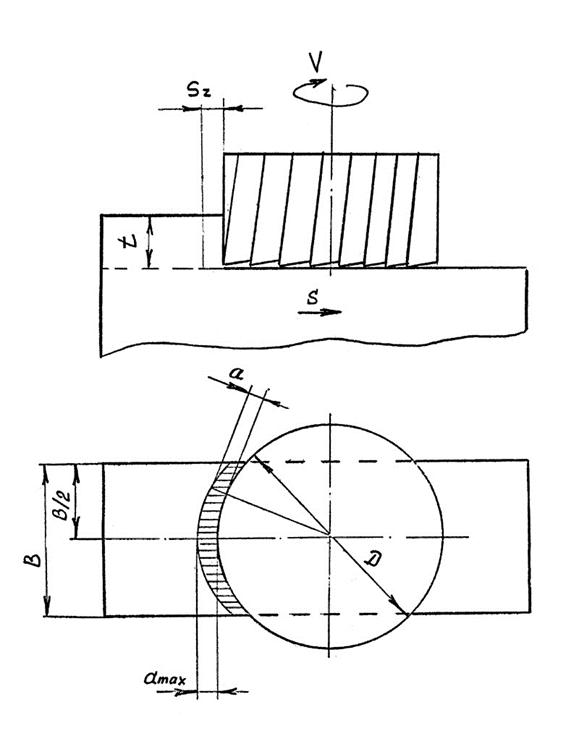
Рис. 85. Схема симметричного торцевого фрезерования
Рис. 84. Схемы фрезерования
При встречном фрезеровании направление подачи противоположно направлению вращения фрезы.
При попутном фрезеровании направление подачи и вращение фрезы совпадают.
При встречном фрезеровании нагрузка на зуб возрастает от нуля до максимума. При этом силы стремятся оторвать заготовку от стола станка, что вызывает вибрации и ухудшается шероховатость обработки. Преимуществом встречного фрезерования является работа зубьев "из-под корки", что весьма важно при обработке отливок с коркой, загрязненной литейной землей.
При попутном фрезеровании зуб фрезы начинает работать с максимальной толщины среза. Стойкость фрез в 2 – 3 раза при попутном фрезеровании выше, чистота обработанной поверхности лучше, прижим детали силами резания осуществляется к столу станка. Однако, для этого типа фрезерования необходимо плотное соединение ходового винта и маточной гайки стола.
Торцовое фрезерование
В зависимости от расположения оси торцовой фрезы относительно оси симметрии заготовки различают симметричное и несимметричное фрезерование.
При симметричном фрезеровании ось фрезы совпадает с осью симметрии заготовки. Глубина резания t определяется так же, как и у цилиндрической фрезы: шириной фрезерования является размер обрабатываемой поверхности, в направлении, перпендикуляном подаче (Рис. 85).
Максимальное значение толщины среза равно подаче на зуб:
Мгновенная толщина срезаемого слоя определяется так же, как идля цилиндрических фрез:

По конструкции зубьев фрезы бывают с затылованными и острозаточенными зубьями.
Фрезы с острозаточенными зубьями обычно затачиваются по задним поверхностям (Рис. 86).
Фрезы с затылованными зубьями затачивают по передней поверхности. С затылованными зубьями делают только фасонные фрезы.
Основные элементы конструкции острозаточенных фрез стандартизованы. Этими элементами являются диаметр фрезы, форма зуба и впадины/ диаметр посадочного отверстия, шпоночного паза, а также размеры, посадочного хвостовика.
Форма зуба
Объем впадины и ее профиль должны обеспечивать свободное размещение и выход стружки.
Для острозаточенных фрез рекомендуются следующие формы зубьев (Рис. 87). Для мелкозубных фрез, предназначенных для чистовой обработки, рекомендуются следующие формы зуба.
Высота зуба  где
где
Sокр – окружной шаг зубьев.
Радиус закругления у дна впадины:
r = 0,5…2,5 мм,
f = 1 – 2 мм - длина задней поверхности.
Для достаточной прочности угол η не должен быть меньше 45 – 50°. υ = 45-100°.
γ = 5 – 25°- в зависимости от обрабатываемого материала (для быстрорежущих фрез).
γ = –15 ÷ +15°- для твердосплавных фрез.
α = 12 – 20° – для быстрорежущих фрез.
α = 8 – 20° – для твердосплавных фрез.
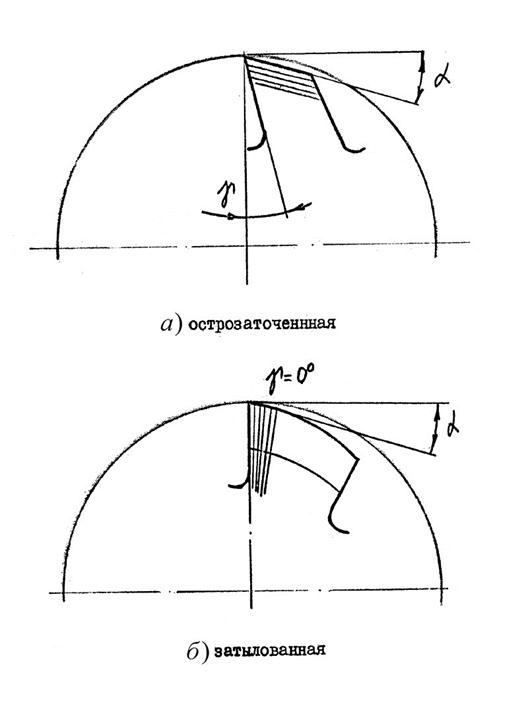

Рис. 87. Форма и основные геометрические параметры зубьев острозаточенных фрез
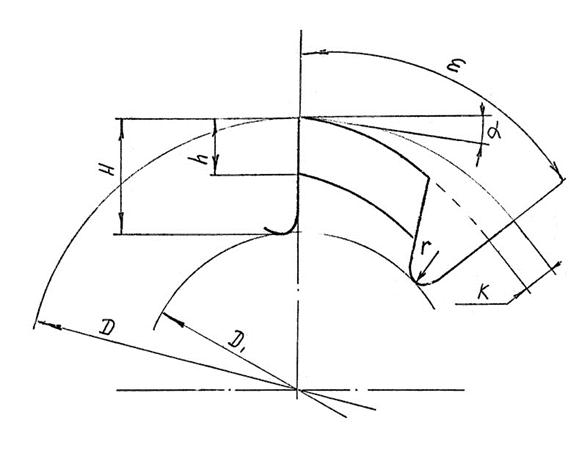
Рис. 88. Форма и основные геометрические параметры зубьев затылованных фрез
Для затылованных фрез рекомендуется следующая форма зуба. (Рис. 88)
К - величина затылования.
. Библиографический список рекомендуемой литературы
Основной
1. Бобров В.Ф. Основы теории резания металлов. М.: Машиностроение, 1975. – 344 с.
2. Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. М.: Машиностроение, 1976. – 440 с.
3. Вульф А.М. Резание металлов. М.: Машиностроение, 1973. – 496 с.
4. Металлорежущие инструменты: Учебник/ Г.Н. Сахаров, С.Б. Арбузов, Ю.Л. Боровой и др. – М.: Машиностроение, 1989. – 228 с.
5. Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / под ред. С.В. Кирсанова. – 2-е изд. доп. М.: Машиностроение, 2005. – 528с.
6. Справочник конструктора-инструментальщика / под общ. ред. В.А. Гречишникова и С.В. Кирсанова. – 2-е изд., перераб. и доп. – М.: Машиностроение, 2006. – 542 с.
Дополнительный
1. Васин С.А., Верещака А.С., Кушнер В.С. Резание материалов: Термомеханический подход к системе взаимосвязей при резании. М., Издательство МГТУ им. Н.Э. Баумана, 2001. – 448 с.
2. Грановский Г.И., Грановский В.Г. Резание металлов. М.: Высшая школа, 1985. – 304 с.
3. Справочник инструментальщика/ И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др. Под общ. ред. И.А. Ординарцева. – М.: Машиностроение, 1987. – 846 с.
4. Родин П.Р. Металлорежущие инструменты. Киев. Вища школа, 1976. – 339 с.
5. Инструмент для современных технологий. Справочник / Под общ. ред. А.Р. Маслова.- М.: Изд-во «ИТО», 2005.- 248с.








