 2014-02-02
2014-02-02 1161
1161Подразделяются на 1. горизонтально-расточные; 2. координатно-расточные; 3. алмазно-расточные; 4. станки для глубокой расточки.
В горизонтально-расточных станках основной размер – диаметр шпинделя. Главное движение резание – вращение шпинделя или вращение планшайбы. К подачам кроме движения стола и бабки относятся ещё осевое движение шпинделя и радиальное движение резцового суппорта на планшайбе. На этих станках могут выполнятся следующие работы: 1. сверление; 2. растачивание отверстий;
3. подрезка торцов; 4. нарезание резьбы; 5. Фрезерование плоскости.
Горизонтально-расточной станок мод. 262 Г (рис 23, стр. 11), например, имеет диаметр шпинделя равный 85 мм. Размеры стола у него 800×1000, n = 20…1000 об/мин у шпинделя и в 2 раза меньше у планшайбы.
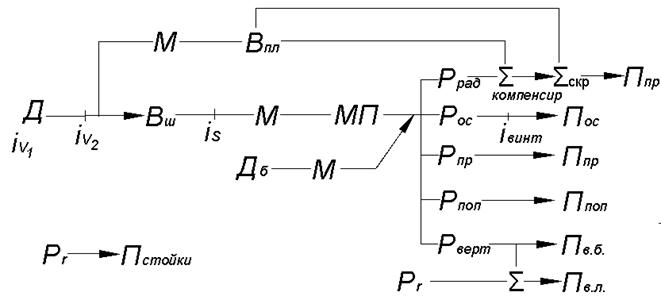
Шпиндель за счёт двухскоростного электродвигателя  и двух тройных блоков имеет 18 скоростей. Наиболее часто используется осевая подача шпинделя Пос. Подъём бабки Пв.б. кинематически связан с подъёмом опорного люнета Пв.л., чтобы сохранить соосность последнего со шпинделем. Винтовой суммирующий механизм ∑ в приводе Пв.л служит для возможности ручной выверки соосности опорного люнета относительно шпинделя. Все упомянутые движения могут выполнятся также быстро от электродвигателя Дб при выключенной муфте М.
и двух тройных блоков имеет 18 скоростей. Наиболее часто используется осевая подача шпинделя Пос. Подъём бабки Пв.б. кинематически связан с подъёмом опорного люнета Пв.л., чтобы сохранить соосность последнего со шпинделем. Винтовой суммирующий механизм ∑ в приводе Пв.л служит для возможности ручной выверки соосности опорного люнета относительно шпинделя. Все упомянутые движения могут выполнятся также быстро от электродвигателя Дб при выключенной муфте М.
 Винторезная кинематическая цепь является
Винторезная кинематическая цепь является
формообразующей, но её кинематическая точность не очень велика, т.к. резьбы нарезается только крепёжные. Настройка её на шаг резьбы ведётся гитарой iвинт. При вращении планшайбы Впл шестерня z = 22 привода радиальной подачи будет обкатываться по центральному колесу z = 116 и за счёт этого вращать реечное колесо z = 16 радиальной подачи, т.е тут имеется скрытый суммирующий механизм ∑комп. На него третью ветвь также от планшайбы подаётся компенсирующее вращение.
В координатно-расточных станках основной размер – ширина стола. Эти станки предназначены для обработки точных отверстий при допуске на расстояние между их осями порядка 5…10 мкм. Бывают одностоечные и двухстоечные – станки (КРС).
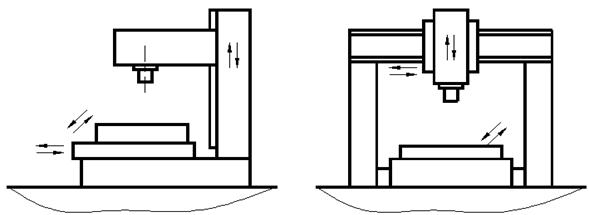
Координатно-расточной станок мод. 2А450, например, имеет размеры стола 630×1100, он одностоечный. Электродвигатель Д1 имеет бесступенчатое регулирование.
Подача шпинделя также регулируется бесступенчато с помощью механического вариатора с раздвижными коническими шкивами и стальным кольцом. Бесступенчатое регулирование скоростей и подач позволяет на ходу вывести станок из резонанса, обеспечив тем самым малую шероховатость обрабатываемой поверхности. К станку прилагается накладной, поворотный в двух плоскостях стол.
Алмазно-расточные станки обеспечивают тонкое растачивание отверстий с некруглостью их в пределах 3…5 мкм и шероховатостью поверхности 1,25…0,32 мкм. Частота вращения шпинделя порядка нескольких тысяч оборотов в мин. Подача обычно гидравлическая малая по величине, порядка 10…15 мм/мин. Припуск снимается 0,1…0,4 мм. Расположение шпинделей бывает вертикальным и горизонтальным.
Станки для глубокой расточки мало отличаются от станков для глубокого сверления, только работают расточными головками разной конструкции.

