 2014-02-02
2014-02-02 3903
3903Сверлильные станки предназначены для обработки цилиндрических и конических сквозных и глухих отверстий. Сверлильные станки разделяются по характеру выполняемых операций на станки общего назначения, специализированные и специальные. По количеству и расположению шпинделей различают одно- и многошпиндельные станки с расположением шпинделей вертикальным, горизонтальным или под углом.
Вертикально-сверлильные станки (рис. 6.4) являются наиболее распространенными станками сверлильной группы. Они разделяются на три группы: настольные с наибольшим диаметром сверления до 12 мм, средних размеров с наибольшим диаметром сверления до 50 мм и тяжелые станки, которые позволяют обрабатывать отверстия до 75 мм и более.
Радиально-сверлильные станки (рис. 6.5) позволяют обрабатывать большое количество отверстий в крупногабаритных и тяжелых деталях, так как деталь при работе на них остается неподвижной, а шпиндель с режущим инструментом может перемещаться и устанавливаться в требуемое положение. Сверлильная головка может перемещаться вдоль траверсы. Шпиндель приводится во вращение электродвигателем, установленным на корпусе сверлильной головки. Траверса может поворачиваться вокруг колонны, установленной на основании на 360° и перемещаться вдоль колонны. Таким образом, режущий инструмент, установленный в шпинделе, может перемещаться по всем трем координатам относительно детали, которая крепится на столе станка.
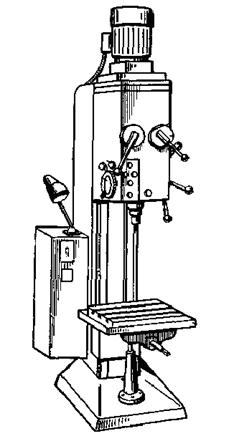
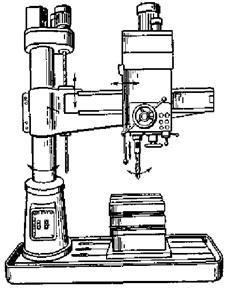
| Рис. 6.4. Вертикально-сверлильный станок | Рис. 6.5. Радиально-сверлильный станок |
Алмазно-расточные станки предназначены для обработки отверстий с высокой геометрической точностью и высокой чистотой поверхности. Их применяют для расточки подшипников скольжения двигателей внутреннего сгорания, для обработки точных корпусных деталей и т.п. Высокое качество обработанных поверхностей достигают за счет применения больших скоростей резания (100—800 м/мин) и маленьких подач (0,02— 0,1 мм/об) при незначительном припуске на обработку. Резцы для таких станков имеют режущую часть из алмазов, твердых сплавов, минералокерамики.
Расточные станки применяют для обработки отверстий в крупных деталях, таких, которые трудно или невозможно разместить и вращать на станке токарного типа. На рис. 6.6. показан горизонтально-расточной (сверлильно-фрезерно-расточной) станок общего назначения. Подачу при растачивании может получать деталь (стол станка) или инструмент (шпиндель станка).
Инструментами служат резцы, закрепленные в державках (длинные державки с передним направлением называют борштангами), расточные пластины и блоки.
Рис 6.6. Горизонтально-расточной станок общего назначения
Для обработки отверстий с разнорасположенными осями в массовом производстве широко используют специальные (обычно агрегатные) многошпиндельные станки. Совмещение переходов обеспечивается одновременной работой шпинделей (инструмент — зенкеры, резцы), а автоматическое получение координат осей отверстий — соответственно точным взаимным расположением шпинделей и соответственной точностью установки детали в приспособлении.

