 2014-02-02
2014-02-02 5883
5883Многооперационные (многоцелевые) станки с числовым программным управлением предназначены для комплексной обработки деталей с автоматической сменой инструментов. Многооперационные станки (МС) в основном используют для обработки призматических и корпусных деталей, имеющих большое число гладких, ступенчатых и резьбовых отверстий различных диаметров и расположенных с разных сторон детали. Кроме того, возможна обработка плоскостей и сложных контуров.
Таким образом, на МС производят сверление, зенкерование, растачивание, развертывание, нарезание резьбы, подрезание торцев, фрезерование плоскостей и контуров.
Отличительной особенностью этих станков является максимальная концентрация операция на одной позиции, т.е. замена одним МС нескольких станков, каждый из которых осуществлял бы свою операцию. Следовательно, назначение МС диктует необходимость иметь значительный запас инструментов, автоматическую их смену, устройство для периодического деления, обеспечивающее обработку с нескольких сторон, и приспособление для автоматической смены заготовок.
Автоматическая обработка сложной корпусной детали в условиях мелкосерийного производства требует оснащения МС универсальной системой ЧПУ, обеспечивающей управление циклом, установку координат, контурную обработку, периодическую установку в исходное положение, изменение режимов резания, автоматическую смену инструментов, автоматический поворот заготовки, автоматическую смену заготовки.
Отличия от станков общего назначения: 1) привод вращения шпинделя осуществляется электродвигателем постоянного тока с широким диапазоном регулирования частот вращения, связанных непосредственно или через ременную передачу с коробками скоростей, содержащими одну или две групповые передачи. Коробку скоростей применяют для увеличения диапазона регулирования частот вращения с постоянной мощностью. Автоматическое управление перемещением скользящих блоков в групповых передачах осуществляется электромеханизмами и гидравлическими устройствами;
2) Многооперационные станки, как правила, имеют приводы подач, выполненные в виде шариковых винтовых пар, связанных соединительными муфтами (сильфонными муфтами) с высокомоментными электродвигателями.
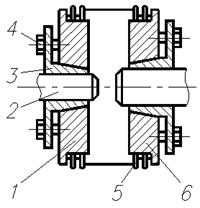 Между корпусом 1 муфты и валом 2 установлены тонкие конические втулки 3, затягиваемые в коническое отверстие корпуса винтами 4. При этом втулки радиально деформируются и плотно охватывают вал. Корпуса 1 и 6 соединены между собой стальным гофрированным кольцом 5 (сильфоном) допускающим некоторое смещение или перекос осей валов, но исключающим их направленный поворот;
Между корпусом 1 муфты и валом 2 установлены тонкие конические втулки 3, затягиваемые в коническое отверстие корпуса винтами 4. При этом втулки радиально деформируются и плотно охватывают вал. Корпуса 1 и 6 соединены между собой стальным гофрированным кольцом 5 (сильфоном) допускающим некоторое смещение или перекос осей валов, но исключающим их направленный поворот;
3) В качестве направляющих подвижных узлов МС, как правило, используют направляющие качения. Известно использование в станках этого типа гидростатических и аэростатических направляющих, а также полимерных материалов на основе фторопласта, обеспечивающих коэффициент трения покоя 0,002-0,003.Низкий коэффициент трения покоя всех видов направляющих диктует необходимость введения устройств - для зажима подвижных узлов многооперационных станков. Устройства для автоматической смены инструментов, применяются в МС, разнообразны по конструкции и могут быть укрупненно разделены на три группы: 1) устройства обеспечивающие смену инструмента путём поворота револьверной головки, в которой они установлены; 2) устройства для автоматической смены инструментов без автооператора; 3) устройства для смены инструментов с автооператором.
 Устройство первой группы по конструкции мало отличаются от устройств, применяемых в токарно-револьверных станках. Единственное отличием является обеспечение выборочного поворота револьверной головки в любом направлении и установка её в любой позиции.
Устройство первой группы по конструкции мало отличаются от устройств, применяемых в токарно-револьверных станках. Единственное отличием является обеспечение выборочного поворота револьверной головки в любом направлении и установка её в любой позиции.
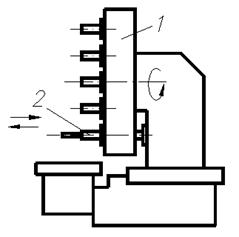
В устройствах второй группы предусмотрен перенос инструментов из магазина в шпиндель станка и обратно только за счёт движений сообщаемых магазину и шпинделю. Есть конструкции, в которых магазин размещён соосно со шпинделем и конструкции, в которых ось магазина 1 параллельна оси шпинделя 2. Недостатком устройств этой группы является большая потеря времени на перегрузку инструментов, так как она связана с перемещениями узлов значительной массы. Кроме того, вместимость магазина относительно невелика (12-15 шт.).
В устройствах третьей группы обязательно наличие одного или двух автооператоров. Автооператор (2) – приспособление малой массы, совершающее поворотное и осевое движения и перемещающее инструменты из магазина 1 в шпиндель 3 станка и обратно.
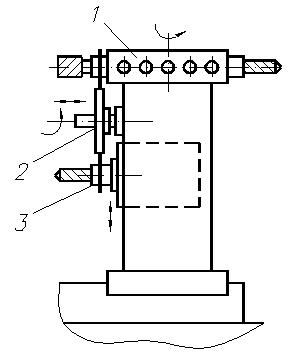 Магазины этих устройств большой вместимости (до 100 инструментов) дискового и цепного типа располагают вне станка на отдельных стойках или на верхнем торце стойки станка.
Магазины этих устройств большой вместимости (до 100 инструментов) дискового и цепного типа располагают вне станка на отдельных стойках или на верхнем торце стойки станка.
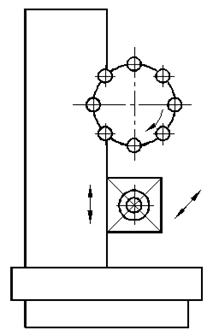
МС с магазином большой емкости показан на рис. 58. Здесь державки с инструментами размещаются в звеньях цепи. Круговые магазины имеют большое быстродействие, но ограниченную емкость, цепные наоборот.
Для сокращения времени смены инструмента, несовмещённого с другими движениями, в МС используют двухшпиндельную поворотную головку (бабку) (рис. 57). В течение времени работы одного шпинделя, в другом происходит смена инструмента. Несовмещённое время смены инструмента при этом сокращается до 1…2 сек.
Для сокращения простоев станка, связанных со сменой обрабатываемых деталей и подготовкой к обработке новой партии, предусмотрены две загрузочно-разгрузочные позиции.
Наличие у станков поворотных столов позволяет во многих случаях осуществлять обработку сложных корпусных деталей со всех сторон, кроме базовой поверхности, по которой производится установка и закрепление. Высокая точность МС обеспечивает возможность выполнения как черновых, так и чистовых операций. Компоновки МС весьма разнообразны. Многие их них сохранили внешние черты и особенности компоновок универсальных станков, однако все узлы и механизмы существенно изменены.
МС для корпусных деталей можно разделить на две группы, характеризуемые расположением оси шпинделя относительно рабочей поверхности стола: с перпендикулярным расположением шпинделя к зеркалу стола (вертикальным); с параллельным расположением шпинделя относительно зеркала стола (горизонтальным). Станки с горизонтальным расположением шпинделя чаще всего снабжают поворотным столом, который создаст условия для обработки детали с разных сторон.
Вертикальный шпиндель и горизонтальный стол станков обеспечивают доступ инструментов к одной стороне заготовки.
МС изготовляют обычно по классу П и для выполнения особо точных работ по классу В.








