 2014-02-02
2014-02-02 4882
4882Различают три вида технологических процессов: единичный, типовой, групповой.
Единичный технологический процесс (ТП) разрабатывается для изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства. Разработка единичного ТП включает в себя следующие этапы:
1. Анализ исходных данных и выбор действующего типового, группового ТП или аналога единичного процесса.
2. Выбор исходной заготовки и метода ее получения.
3. Определение содержания операций, выбор технологических баз и составление технологического маршрута (последовательности) обработки.
4. Выбор технологического оборудования и оснастки. Уточнение последовательности выполнения переходов.
5. Назначение и расчет режимов выполнения операции, нормирование переходов и операций ТП, определение профессий и квалификации исполнителей.
6. Расчет точности, производительности и экономической эффективности ТП. Выбор оптимального процесса.
7. Оформление рабочей технологической документации.
Типизация технологических процессов позволяет устранить их многообразие с обоснованным сведением к ограниченному числу типов.
Под типизацией технологических процессов понимается разбивка изготовляемых деталей на конструктивно-технологические классы (типы) и составление для каждого из них типового технологического процесса. По типовому технологическому процессу можно составить конкретный процесс обработки любой детали данной классификационной группы для заданных производственных условий. Сущность типизации технологических процессов сводится к следующему:
1. Детали различных изделий группируют в классы, подклассы и типы в зависимости от конфигурации, размеров, точности и качества поверхности. Например, к характерным классам деталей можно отнести зубчатые колеса, валы, втулки и др. В свою очередь эти классы могут быть разбиты на подклассы в зависимости от формы деталей. Подклассы, можно подразделить на типы, в которые входят однотипные детали, отличающиеся между собой размерами.
2. Для каждого класса технологически сходных деталей разрабатывают типовой технологический процесс, который можно применить при обработке каждой детали, входящей в данный класс.
3. Типовой технологический процесс может содержать принципиальные указания о методах обработки деталей данного класса, полную последовательность операций и переходов обработки деталей определенного типа.
Типизация деталей способствует внедрению типовых технологических процессов, позволяет значительно снизить трудоемкость изделий, сократить цикл подготовки производства, создать единые технически обоснованные нормы.
Групповые технологические процессы.
Метод групповой технологии основан на классификации с выделением групп деталей, для обработки которых требуются однотипное оборудование, общие приспособления и настройка станка.
Внедрение групповой обработки требует проведения подготовительной работы, включающей в себя:
1) классификацию деталей (группирование);
2) разработку технологического процесса для групп деталей;
3) проектирование групповых приспособлений;
4) модернизацию и создание специализированного технологического оборудования при обеспечении достаточно высокой степени автоматизации.
При групповом методе в основу положен принцип классификации деталей по видам обработки и по общности технологического маршрута.
При создании групп учитывают габариты деталей, так как они определяют размеры оборудования и приспособлений. При группировании за основу берут характерную деталь данной группы, которая носит название комплексной детали (рис. 13.1). Эта деталь должна содержать в себе все геометрические элементы деталей данной группы, а составленный на нее технологический процесс с небольшими дополнительными подналадками оборудования применим при изготовлении любой другой детали данной группы, состоящей из таких же геометрических элементов.
 |  |  |  |  а) а) |
 |  |  б) б) |
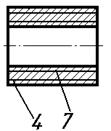
Рис. 13.1 Реальная комплексная деталь и конкретные детали группы:
а — комплексная деталь, состоящая из восьми основных элементов поверхностей; б — детали, состоящие из таких же геометрических элементов, как комплексная деталь, но в различной их комбинации; 1—конус наружный; 2— цилиндр наружный; 3—выточка наружная; 4 —- резьба наружная; 5—цилиндрическое отверстие; 6— канавка внутренняя; 7—резьба внутренняя; 8 — цилиндр внутренний
Комплексная деталь может быть реальной или условной. Реальной принимают более сложную деталь данной группы, обеспечивающую функцию комплексной детали.

