 2014-02-02
2014-02-02 6135
6135Прокатка порошка – это метод получения заготовок (изделий) из металлического порошка путем его обработки с использованием валков прокатного стана. В настоящее время прокатку порошков применяют для получения заготовок конструкционных материалов (полосы, ленту и профили), а также для производства фильтров, электрохимических электродов и других пористых изделий. Прокатка порошка обеспечивает возможность получения тонких с большой поверхностью заготовок, отличающихся изотропностью свойств и равномерностью плотности.
Процесс прокатки порошков существенно отличается от процесса прокатки компактных металлов, хотя и имеет с ним ряд аналогий. Главным отличием прокатки порошков является изменение свойств прокатанного материала по сравнению со свойствами исходного (переход от сыпучего к жесткому пористому телу).
Различают четыре основных вида прокатки (рис. 31): вертикальную; горизонтальную; наклонную; радиусную. При прокатке силами трения о поверхность валков, вращающихся навстречу один другому, порошок увлекается в зазор между ними и спрессовывается в полосу (ленту, пластину и т.п.) с определенной плотностью и прочностью.
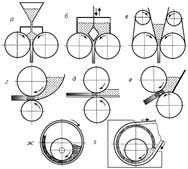
Рис. 31. Способы прокатки порошка
В очаге деформации происходит сближение частиц, и порошок уплотняется, т.е. объем исходного порошка в процессе прокатки изменяется, хотя объем, занимаемый собственно частицами деформируемого материала, остается постоянным. Каждая частица порошка обладает свойствами компактного металла и способна при прокатке деформироваться.
На процесс прокатки большое влияние оказывает сыпучесть порошка: чем она лучше, тем легче вести процесс прокатки. При плохой сыпучести и неправильно выбранной скорости прокатки порошок не прокатывается в сплошную заготовку.
Прокатка может быть периодической и непрерывной: при периодической прокатке в бункер стана засыпают определенную порцию порошка и получают прокат заданной массы, а при непрерывной прокатке порошок в бункер подают постоянно, получая длинномерную заготовку.
Можно выделить три стадии уплотнения порошка при прокатке, которые (фактически) совпадают со структурной деформацией при прессовании порошка в пресс-форме. Первая стадия уплотнения – перераспределение частиц порошка (удаление арок, проникновение мелких частиц в поры между крупными); вторая стадия – уменьшение объемов пор за счет увеличения контактных поверхностей; третья стадия – объемная деформация частиц.
Плотность проката зависит от химического и гранулометрического состава порошка, формы его частиц, конструкции дозатора порошка, давления порошка на валки, состояния поверхности валков и скорости их вращения, направления прокатки и других факторов.
При прокатке металлических порошков с их гравитационной (свободной) подачей толщина лент практически не превышает 1% от диаметра валка. Плотность проката уменьшается с увеличением его толщины и уменьшением коэффициента спрессовывания ε.
Плотность проката можно повысить путем увеличения толщины слоя порошка в бункере, а также вакуумированием, принудительной подачей порошка, повышением шероховатости валков и другими способами. Для получения из порошков ленты заданной пористости и толщины применяют специальные устройства, регулирующие уровень порошка или толщину его захвата в зоне деформации.
Технологические линии получения проката из металлических порошков, в зависимости от вида получаемой продукции (пористых или беспористых листов и лент), включают такие виды оборудования, как прокатные станы, печи для спекания материала, устройства для правки, намотки и охлаждения лент и полос. Беспористые ленты и листы получают из пористой ленты после дополнительной уплотняющей прокатки в холодном или горячем состоянии.
Методом прокатки можно получать многослойный прокат. Для этого различные порошки или порошки и компактный листовой материал прокатывают одновременно. Прокатку порошков химически активных или особо чистых материалов ведут в вакууме или инертном газе








