2014-02-13
2014-02-13 2635
2635Рис. 4.3 – Соединения контактной сваркой
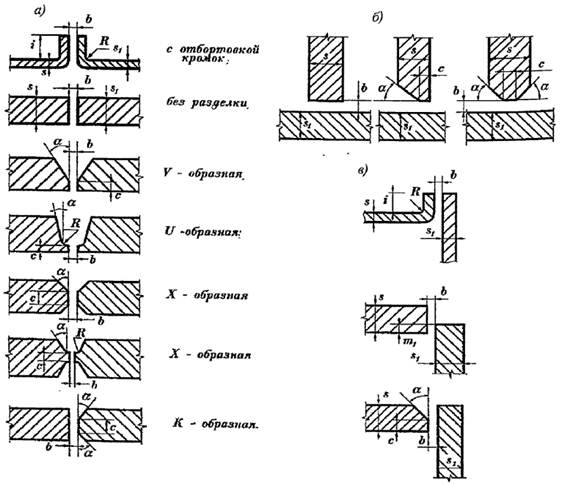
Рис. 4.2 – Форма подготовки кромок свариваемых элементов
Рис. 4.1 – Типы сварных соединений
Нахлесточные соединения (рис. 4.1, б) просты в сборке, обеспечивают возможность подгонки размеров за счет регулирования величины нахлестки, не требуют подготовки кромок. Недостатками наклесточных соединений являются изменение направления силового потока и возможность образования щели между элементами. Неравномерное распределение силового потока вызывает концентрацию напряжений, и поэтому такие соединения не рекомендуется применять в конструкциях, воспринимающих переменные или динамические нагрузки, а также эксплуатируемые при низких температурах; проникновение влаги в щель между соединяемыми элементами может привести к щелевой коррозии и разрушению сварных швов за счет распирающего воздействия продуктов коррозии.
Угловые и тавровые соединения ( рис. 4.1, в, г) применяют при изготовлении сварных стержней (двутавров, швеллеров) и других конструктивных элементов. Для качественного выполнения сварного шва также предусматривают различные формы подготовки кромок (рис. 4.2, б, в).
Сварные соединения, выполненные контактной сваркой, определяются видом сварки. При точечной сварке соединение нахлесточное (рис.4.3, а). Точечной контактной сваркой соединяют элементы, имеющие малые толщины - от долей до нескольких миллиметров. Однако не рекомендуется выполнять точечные соединения элементов, отношение толщин которых > 3. В сварном точечном соединении приняты следующие обозначения (рис. 4.3, а): d - диаметр точки; t - шаг точек; t1 - расстояние от центра сварной точки до края детали в направлении действия внешнего усилия N; t2 - расстояние от центра сварной точки до свободной кромки в направлении, перпендикулярном действию силы N. Значения t1 и t21 нормируются с учетом технологических факторов.
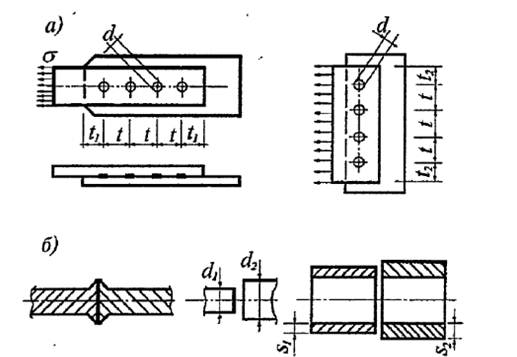
Точки в сварном соединении следует располагать таким образом, чтобы они работали преимущественно на срез, а не на отрыв.
Шовная контактная сварка допускает возможность соединять элементы от весьма малых толщин до суммарной толщины 4... 6 мм из сталей и алюминиевых сплавов. При шовной сварке между соединяемыми элементами образуется шов путем постановки ряда точек, перекрывающих друг друга.
Стыковая контактная сварка эффективно используется при сварке изделий в массовом производстве - арматуры железобетонных конструкций, стержней решетчатых и сплошных конструктивных элементов при безотходной технологии производства. Контактным способом получают стыковые соединения элементов с круглыми, квадратными, прямоугольными трубчатыми, профильными сечениями. Наиболее хорошо соединяются элементы одинакового поперечного сечения.
Для получения качественных контактных стыковых соединений диаметры d1 и d2 соединяемых элементов круглого поперечного сечения, а также толщины труб s1 и s2 не должны отличаться друг от друга более чем на 15 % (рис.4.3, б).
Расчет на прочность стыков, выполненных контактной стыковой сваркой и воспринимающих статическую нагрузку, обычно не производят. При этом считают, что стык равнопрочен стали свариваемых элементов.
Классификация сварных швов производится по различным признакам в зависимости от условий изготовления и эксплуатации сварных конструкций.
По форме поперечного сечения швы подразделяют на стыковые и угловые. Стыковые швы выполняют в сварных стыковых соединениях, угловые швы используют в угловых, тавровых и нахлесточных соединениях.
По форме разделки кромок свариваемых элементов швы подразделяются на: без разделки; V - образные; U - образные; К - образные; Х-образные.
По положению в пространстве швы в момент их выполнения подразделяют на нижние, вертикальные, горизонтальные и потолочные. Такое деление вызвано технологическими особенностями выполнения швов, оказывающими влияние на качество швов и их прочность. Наиболее просто выполняются швы в нижнем положении и наиболее трудно - в потолочном. Поэтому при конструировании сварных соединений необходимо стремиться обеспечивать возможность выполнения сварных швов в нижнем положении, особенно в условиях монтажа.
По назначению сварные швы делят на рабочие, предназначенные для восприятия или передачи расчетных усилий, и связующие, предназначенные для соединения частей элементов конструкций в одно целое.
По протяженности швы бывают сплошные и прерывистые. Прерывистые швы применяют в тех случаях, когда сплошные швы являются слабонагруженными или в соединениях не требуется создание герметичности.
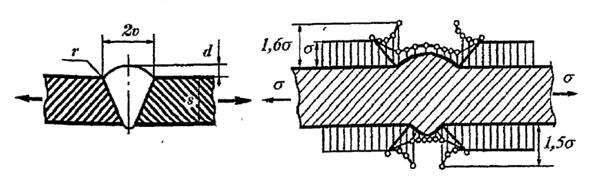
Распределение напряжений и расчет стыковых швов. Распределение напряжений по поперечному сечению стыковых швов с обработанной поверхностью, не имеющих внутренних дефектов (непроваров, трещин, пор, шлаковых включений), при действии продольной силы равномерно, поэтому напряжение можно определить по формуле
 ,
,
где l - расчетная длина шва; s - толщина соединяемой полосы.
Когда поверхность сварного шва имеет форму, показанную на рис.4.4, то распределение напряжений по сечению становится неравномерным. Исследования показали, что зоны шва, примыкающие к основному металлу, испытывают концентрацию напряжений, которая зависит от формы шва и характера перехода от шва к основному металлу.