 2014-02-13
2014-02-13 6730
6730Содержание
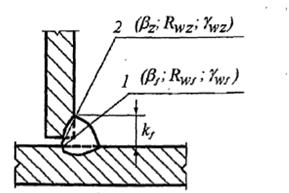
Рис. 4.9 – Схема расчетных сечений сварного соединения с угловым швом
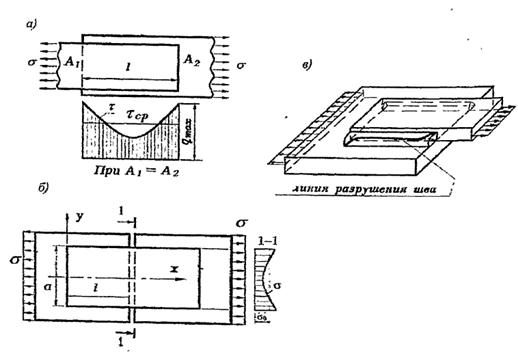
Рис 4.8 – Распределение напряжений в соединении с угловыми швами
Рис. 4.7 – Соединения с угловыми швами
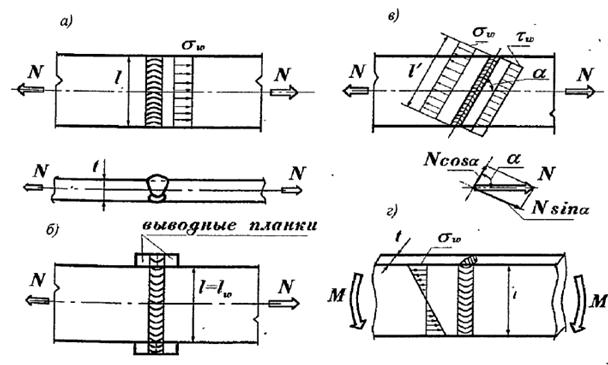
Рис. 4.6 – К расчету стыковых швов
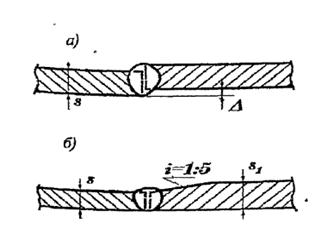
Рис. 4.5 – Смещение кромок в стыковом сварном шве
Рис. 4.4 – Распределение напряжений в стыковом сварном шве
Коэффициент концентрации напряжений кф зависит от высоты усиления шва d и радиуса перехода r. Концентрация резко возрастает при уменьшении радиуса r до долей миллиметра и увеличении высоты усиления d. Концентрация напряжений возникает также в корне шва при его непроваре.
Другим источником концентрации напряжений в стыковом соединении может служить смещение кромок одного элемента относительно другого (рис.4.5 а). Коэффициент концентрации напряжений kсм зависит от смещения Δ и может быть вычислен по формуле
 ,
,
где  - относительное смешение кромок. Поэтому при сварке элементов разных толщин необходимо обеспечить плавный переход от более толстого металла к тонкому, выполнив скос с уклоном 1:5 (рис.4.5, б).
- относительное смешение кромок. Поэтому при сварке элементов разных толщин необходимо обеспечить плавный переход от более толстого металла к тонкому, выполнив скос с уклоном 1:5 (рис.4.5, б).
Результирующий коэффициент концентрации напряжений в стыковых соединениях вследствие нерационального очертания шва и наличия смещения кромок будет равен

Необходимо отметить, что в стыковых швах при всех видах сварки плавлением концентрация напряжений имеет минимальные значения. Расчет стыковых сварных соединений выполняют в предположении, что распределение напряжений в поперечном сечении сварного шва равномерно.
Условие прочности шва при действии на соединение продольной силы N (рис. 4.6, а) имеет вид
 , (4.1)
, (4.1)
где N - внешнее усилие, приложенное к соединению;
t - расчетная толщина шва, равная толщине наиболее тонкого из соединяемых элементов (местное утолщение сварного шва d в расчет не принимают);
lw - расчетная длина сварного шва;
Rwy - расчетное сопротивление сварного стыкового шва;
γс - коэффициент условий работы.
Расчетную длину сварного шва принимают равной полной ширине соединяемых элементов l при условии выполнения шва с применением выводных планок (рис.4.6, б), которые после сварки срезают. В том случае, если выводные планки не применяют, нужно учесть низкое качество шва в зонах зажигания и прерывания сварочной дуги, поэтому в этом случае расчетная длина шва равна  .
.
Расчетное сопротивление сварного стыкового шва равно расчетному сопротивлению основного металла Ry при сжатии, а также при растяжении, если применяют физические методы контроля качества сварного шва, позволяющие обнаружить внутренние дефекты в шве. О применении физических методов контроля качества сварных швов обязательно должна быть сделана запись в рабочих чертежах КМ. Если физические методы контроля качества шва, работающего на растяжение, не используют, то следует принимать Rwy =0,85 Ry. При работе стыкового шва на сдвиг его расчетное сопротивление назначают равным расчетному сопротивлению срезу Rs основного металла. Так как расчетное сопротивление стали зависит от толщины проката, то в расчетах следует принимать Ry наиболее толстого из свариваемых элементов.
В том случае, если невозможно обеспечить полный провар по толщине свариваемых деталей путем подварки корня шва, например при односторонней сварке или использовании остающейся стальной подкладки, в формуле (4.1) вместо t следует принимать 0,7 t.
В тех случаях, когда условие прочности не выполняется, рекомендуется применять косой шов (рис.4.6, в). При этом расчет прочности шва производят по нормальным напряжениям:
 (4.2)
(4.2)
где  - расчетная длина косого шва.
- расчетная длина косого шва.
Для наиболее простого случая, чаще всего встречающегося в практике, при α=45° условие прочности косого шва имеет вид:
 (4.3)
(4.3)
Косые швы с наклоном реза 1:2 (а =60°) считаются равнопрочными основному металлу и поэтому не требуют проверки прочности при действии на соединение статической нагрузки.
Если сварное соединение испытывает воздействие изгибающего момента М (рис.4.6, г), то его несущую способность определяют из выражения
 или
или  (4.4)
(4.4)
где  - момент сопротивления шва.
- момент сопротивления шва.
Пример 4.1. Два листа из стали С345 сечением 250x12 мм необходимо соединить прямым сварным швом встык при расчетном значении растягивающего усилия N =690 кН. Определить, каким образом должна быть выполнена сварка, и выбрать необходимые сварочные материалы.
Так как шов короткий, то его целесообразно выполнять ручной или полуавтоматической сваркой в среде С02.
Листовой прокат из стали С345 толшиной t =12 мм имеет расчетное сопротивление Ry =31,5 кН/см2 (CHиП).
Сварной шов выполняем с полным проваром без применения физических методов контроля качества шва. Поэтому расчетное сопротивление сварного стыкового шва принимаем равным Rwy =0,85 Ry =0,85·31,5=26,8 кН/см2.
Проверяем прочность сварного стыкового шва по формуле (4.1), для чего вычислим напряжения в шве:
 690 /(25-2·1,2) 1,2=25,4 кН/см2.
690 /(25-2·1,2) 1,2=25,4 кН/см2.
Отношение  25,4 / 26,8=0,95 < 1.
25,4 / 26,8=0,95 < 1.
Прочность шва будет обеспечена, если ручную сварку выполнять электродами типа Э50 (по данным табл. 4.1), а полуавтоматическую в СО2 - сварочной проволокой Св-08Г2С (табл.4.2).
Распределение напряжений и расчет угловых швов. На долю угловых швов при изготовлении стальных конструкций приходится около 70% наплавленного металла. В зависимости от ориентации углового шва относительно линии действия внешнего усилия швы подразделяют на лобовые и фланговые. Фланговыми называют сварные швы, параллельные линии действия внешнего усилия, а швы, перпендикулярные линии действия усилия, называют лобовыми (рис.4.7).
Распределение напряжений по длине флангового шва неравномерно. Наиболее нагруженные участки шва находятся в начале и в конце соединения (рис. 4.8).
Коэффициент концентрации напряжений по длине флангового шва в форме равнобедренного треугольника с катетом kf равен
 (4.7)
(4.7)
Из выражения (4.7) следует, что значение коэффициента концентрации напряжений пропорционально длине шва. Поэтому нормы ограничивают расчетную длину флангового углового шва, которая должна быть не более lw=85  за исключением швов, в которых усилие передается на всем протяжении шва.
за исключением швов, в которых усилие передается на всем протяжении шва.
В нахлесточных соединениях относительно большой ширины напряжения по ширине участка между фланговыми швами также распределяются неравномерно (рис. 4.8, б). Коэффициент концентрации напряжении в этом случае равен
 (4.8)
(4.8)
т.е. зависит от отношения а/1 следующим образом:
| a/l | 0,1 | 0,25 | 0,5 | 0,75 | 1,0 | 1,5 | 2,0 |
| kmax | 1,45 | 1,59 | 2,01 | 2,64 | 3,37 | 4,96 | 6,61 |
Из выражений (4.7) и (4.8) следует, что концентрация напряжений в длинных фланговых швах возникает в основном на концах швов, при коротких швах - преимущественно в зонах поперечного сечения накладки, примыкающей к швам.
Наличие концентрации напряжений определяет характер разрушения фланговых швов. В предельном состоянии концентрация напряжений уменьшается за счет пластической деформации и распределение напряжений приближается к равномерному. Траектория разрушения шва совпадает с площадью его наименьшего сечения и только на концах выходит на катет, через который передается внешнее усилие (рис. 4.8, в).
Лобовые угловые швы при работе на срез обладают большей прочностью, чем фланговые, на 15...25 %. Однако повышенная несущая способность лобового шва в нормах не учитывается и значения расчетного сопротивления углового сварного шва Rwf установлены применительно к фланговым швам.
Глубокое проплавление углового шва может привести к сильно выраженной механической неоднородности металла в сварном соединении, при которой несущую способность соединения будет определять менее прочный основный металл. В связи с этим нормами введен расчет соединения с угловыми швами по двум опасным сечениям (рис.4.9): по металлу шва 1 и границе сплавления 2 Расчет по металлу шва выполняют по формуле
 (4.9)
(4.9)
а по границе сплавления - по формуле
 (4.10)
(4.10)
где lw — расчетная длина шва, принимаемая меньше его полной длины на 10 мм;
βf и βz — коэффициенты, учитывающие глубину проплавления шва и границы сплавления в зависимости от условий сварки, принимаемые при сварке элементов из стали: с пределом текучести до 530 МПа (5400 кгс/см2) — по табл. 4.4; с пределом текучести свыше 530 МПа (5400 кгс/см2) независимо от вида сварки, положения шва и диаметра сварочной проволоки βf =0,7 βz = 1;
 и
и  -коэффициенты условий работы шва, равные 1 во всех случаях, кроме конструкций, возводимых в климатических районах I1, I2, II2 и II3, для которых ywf = 0,85 для металла шва с нормативным сопротивлением Rwun = 410 МПа (4200 кгс/см2) и ywz = 0,85 — для всех сталей.
-коэффициенты условий работы шва, равные 1 во всех случаях, кроме конструкций, возводимых в климатических районах I1, I2, II2 и II3, для которых ywf = 0,85 для металла шва с нормативным сопротивлением Rwun = 410 МПа (4200 кгс/см2) и ywz = 0,85 — для всех сталей.
 - расчетное сопротивление металла шва;
- расчетное сопротивление металла шва;  - расчетное сопротивление сварного соединения; kf - катет шва;
- расчетное сопротивление сварного соединения; kf - катет шва;
Таблица 4.4 - Значения коэффициентов βf и βz
| Вид сварки при диаметре сварочной проволоки d, мм | Положение шва | Коэффи-циент | Значения коэффициентов βf и βz при катетах швов, мм | ||||
| 3-8 | 9—12 | 14-16 | 18 и более | ||||
| Автоматическая при d = 3-5 | В лодочку | βf | 1,1 | 0,7 | |||
| βz | 1,15 | 1,0 | |||||
| Нижнее | βf | 1,1 | 0,9 | 0.7 | |||
| βz | 1,15 | 1,05 | 1.0 | ||||
| Автоматическая и полуавтоматическая при d = 1,4-2 | В лодочку | βf | 0.9 | 0.8 | 0,7 | ||
| βz | 1,05 | 1,0 | |||||
| Нижнее, горизонтальное, вертикальное | βf | 0,9 | 0,8 | 0,7 | |||
| βz | 1,05 | 1.0 | |||||
| Ручная; полуавтоматическая проволокой сплошного сечения при d < 1,4 или порошковой проволокой | В лодочку, нижнее, горизонтальное, вертикальное, потолочное | βf | 0,7 | ||||
| βz | 1,0 | ||||||
Примечание. Значения коэффициентов соответствуют нормальным режимам сварки.
Для угловых швов единственным предельным состоянием, четко наблюдаемым при испытаниях, является разрушение. Поэтому для сварных соединений с угловыми швами при действии статической нагрузки нормативное сопротивление установлено по временному сопротивлению металла шва (Rwun), а не по пределу текучести. В качестве характеристики разрушения углового шва использовано временное сопротивление при одноосном растяжении.
Для определения расчетных сопротивлений угловых швов на срез принята формула
где  - коэффициент надежности по материалу шва;
- коэффициент надежности по материалу шва;
Значения коэффициента надежности по материалу шва следует принимать равными: = 1,25 - при значениях Rwun не более 49 кН/см2; = 1,35 - при значениях Rwun= 59 кН/см2 и более. Расчетные сопротивления металла швов сварных соединений с угловыми швами приведены в СНиП.
Расчетное сопротивление металла границы сплавления Rwz, так же как и Rwt устанавливается по временному сопротивлению металла

где Run - нормативное сопротивление металла границы сплавления, принимаемое равным нормативному сопротивлению основного металла по временному сопротивлению.
Однако при ручной сварке элементов, выполненных из малоуглеродистых сталей с пределом текучести до 28,5 кН/см2, необходимо применять такие электроды, которые обеспечивают расчетное сопротивление по металлу шва  , но не превышать значения, определяемого неравенством
, но не превышать значения, определяемого неравенством  .
.
При механизированных способах сварки элементов с пределом текучести до 28,5 кН/см2 следует использовать сварочную проволоку, которая бы обеспечивала условие 
При сварке элементов из стали с пределом текучести свыше 28,5 кН/см2 необходимо применять электроды или сварочную проволоку, для которых выполняется условие  .
.
Перечисленные ограничения при сварке элементов из малоуглеродистых сталей обеспечивает в предельном состоянии разрушение соединения по металлу шва, а не по границе сплавления.
При проектировании сварного соединения с угловыми швами на действие продольной или поперечной силы удобнее определять необходимую длину шва из выражений (4.9) или (4.10). Расчетная длина углового шва будет равна
Минимальное значение катета шва kf необходимо принимать по табл. 4.5 в зависимости от толщины свариваемых элементов, способа сварки, марки стали и вида соединения.
Таблица 4.5 -Минимальные катеты швов kf
| Вид соединения | Вид сварки | Предел текучести стали. МПа (кгс/см2) | Минимальные катеты швов kf, мм, при толщине более толстого из свариваемых элементов t, мм | ||||||
| 4-5 | 6-10 | 11-16 | 17-22 | 23-32 | 33-40 | 41-80 | |||
| Тавровое с двусторонними угловыми швами; нахлесточное и угловое | Ручная | До 430(4400) | |||||||
| Св. 430 (4400) до 530 (5400) | |||||||||
| Автоматическая и полуавтоматическая | До 430 (4400) | ||||||||
| Св. 430 (4400) ДО 530(5400) | |||||||||
| Тавровое с односторонними угловыми швами | Ручная | До 380 (3900) | |||||||
| Автоматическая и полуавтоматическая |
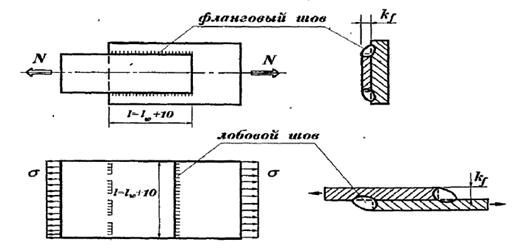
В нахлесточных соединениях (рис. 4.10) обычно катет шва kf принимают равным меньшей из толщин соединяемых деталей, а расчетная длина швов равна сумме расчетных длин накладываемых швов. Если длина флангового шва оказалась больше допустимой расчетной длины, равной 85  , то рациональнее определять уже не длину, а толщину шва kf, исходя из его допустимой расчетной длины
, то рациональнее определять уже не длину, а толщину шва kf, исходя из его допустимой расчетной длины
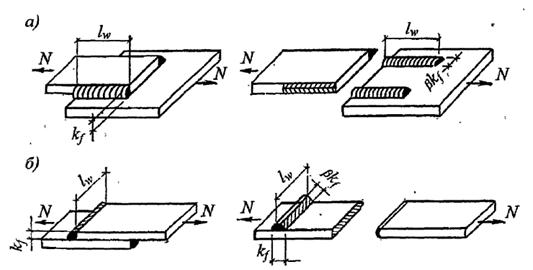
Рис. 4.10 – К расчету угловых швов:
а - фланговые швы; б – лобовые швы
Пример 4.2. Рассчитать прикрепление внахлестку растянутого элемента из полосовой стали С285 сечением 200x10 мм к листу толщиной 12 мм. Определить наименьшую длину нахлестки при условии равнопрочности элемента и его прикреплении лобовым и двумя фланговыми швами (рис.4.11).
Определим предельное усилие, воспринимаемое элементом. По приложению 1 СНиП расчетное сопротивление листового проката из стали С285 толщиной t=10 мм равно Ry=27 кН/см2. Предельное усилие равно N= Ry·b·t =27·20·1=540 кН.
Принимаем катет шва по табл.4.6 для ручной сварки в "угол" - kf = 8 мм.
Выбираем сварочные материалы и их расчетные сопротивления - электрод типа Э46 (табл.4.1); расчетное сопротивление металла шва = 20,5 кН/см2 (СНиП).
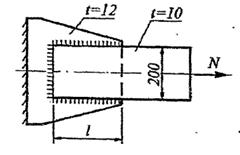 Рис. 4.11 – Расчетная схема Рис. 4.11 – Расчетная схема | Вычислим несущую способность металла сварного шва длиной lw =1 см. Коэффициент βf =0,7 (табл.4.4). Тогда  =0,7·0,8·20,5·1,0·1,0 = 11,5 кН/см2. Вычислим несущую способность металла зоны сплавления по выражению =0,7·0,8·20,5·1,0·1,0 = 11,5 кН/см2. Вычислим несущую способность металла зоны сплавления по выражению  , в котором βz =1 (табл.4.4); . , в котором βz =1 (табл.4.4); . |
Нормативное сопротивление стали С285 по временному сопротивлению  = 40 кН/см2 (см. приложение 1);
= 40 кН/см2 (см. приложение 1);  0,45·40 =18,0 кН/см2.
0,45·40 =18,0 кН/см2.
= 1·0,8·18·1,0·1,0= 14,4кН/см.
Из полученных значений несущей способности металла шва и металла зоны сплавления следует, что минимальную несущую способность имеет металл сварного шва.
Определим усилие, воспринимаемое одним лобовым швом с расчетной длиной lw = 20-1 = 19 см, NЛ = 11,5/19 = 218,5 кН.
Определим усилие, приходящееся на каждый из фланговых швов:
NФ =(N- NЛ)/2 = (540 - 218) / 2 = 161 кН.
Воспользовавшись формулой (4.11), вычислим расчетную длину флангового шва
lw = 161 / 11,5 = 14 см.
Длина нахлестки l= 14+1 = 15 см, что больше 5 минимальных толщин и меньше 85·0,7·0,8 = 47,6 см.
Введение
Глава 1. Расчет площади и составление плана лесного питомника
1.1. Типы лесных питомников: временные, постоянные и базисные лесопитомники
1.2. Выбор места под питомник в соответствии с требованиями ОСТ 56-57-81 «Питомники лесные постоянные. Выбор участка и организация территории. Общие требования»
1.3. Структура лесного питомника: отделения и участки, предусмотренные проектом, их назначение и основные особенности
1.4. Расчет площади отделений питомника
1.5. План постоянного лесного питомника
1.6. План освоения продуцирующей площади питомника
1.7. Схемы посевов и посадок
Глава 2. Агротехника и технология выращивания посадочного материала в хозяйственных отделениях питомника
2.2. Способы и сроки предпосевной подготовки семян
2.3. Способы, сроки и нормы высева семян
2.4. Уходы за посевами
2.5. Закладка школ
2.6. Полив в лесостепной и степной зонах
2.7. Органические и минеральные удобрения
2.8. Разработка системы применения гербицидов
2.9. Мероприятия по борьбе с вредителями и болезнями
2.10. Сроки и способы выкопки, сортировки и приколки посадочного материала
Глава 3. Проект создания лесных культур
Глава 4. Обоснование типов лесных культур, методов и способов их производства
Заключение
Лесным Кодексом РФ предусматривается своевременное воспроизводство лесов на не покрытых лесной растительностью землях, улучшение породного состава лесов и увеличение их производительности; создание лесов и защитных насаждений на землях, не входящих в лесной фонд.
Решение этой проблемы возможно только путем реализации системы научно обоснованных мероприятий. Особую роль при этом отводят искусственному выращиванию лесов, т.е. созданию лесных культур. Это позволит выращивать высокопродуктивные насаждения необходимого видового состава и определенного целевого назначения, целенаправленно преобразовать ландшафт, а также сократить лесовосстановительный период хозяйственно-ценных пород. Вместе с тем, естественное возобновление леса после его рубки часто задерживается, идет возобновление нежелательными древесными породами или оно вообще отсутствует, это вызывает необходимость проведения работ по созданию лесных культур.
Лесные культуры, как правило, создают для получения древесины – наиболее значимого и перспективного вида сырья, потребление которого постоянно растет. Одновременно в еще большей степени увеличивается потребность человека в рекреационных, водоохранно-защитных и других функциях леса. Лес – незаменимый источник жизнеобеспечения, возобновляемое энергическое сырье. Особым видом лесных культур являются защитные лесные насаждения, основная задача которых не получение древесины, а сохранение, преобразование и эффективное использование ландшафтов. Лесные культуры создают для удовлетворения нужд народного хозяйства в древесине, защиты почв от ветровой и водной эрозии, повышения урожайности сельскохозяйственных культур, регулирования водного режима рек, водоёмов, создания благоприятных условий для культурного, здорового отдыха трудящихся и т.п. Целью курсового проекта является: научиться проектировать лесной питомник.
Питомником называют предприятие или специализированную его часть, предназначенную для выращивания посадочного материала, используемого в дальнейшем для искусственного выращивания насаждений, озеленения городов, населённых пунктов, и создания защитных лесных насаждений.

