 2014-02-17
2014-02-17 943
943При проволочном монтаже перемычка формируется в процессе монтажа (рис. 7.33): после совмещения свободного конца проволоки с площадкой на кристалле проводится сварка, далее изделие (коммутационная плата)
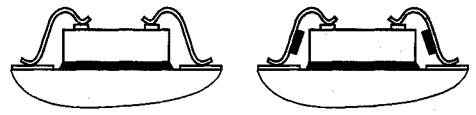 |
| Рис. 7.33. Проволочный монтаж кристалла на коммутационную плату |
| Рис. 7.34. Ленточный монтаж кристалла на коммутационную плату |
Рис. 7.33. Проволочный монтаж кри- Рис. 7.34. Ленточный монтаж кристалла
сталла на коммутационную плату на коммутационную плату
перемещается так, чтобы под сварочный инструмент пришла соответствующая площадка коммутационной платы; после совмещения инструмента с площадкой проводится сварка и обрезка проволоки. Далее формируется перемычка для следующей пары контактов.
При перемещении платы с приваренным концом проволоки последняя сматывается с катушки неподвижной сварочной головки так, чтобы образовался небольшой избыток по длине. В результате упругости проволоки перемычка получает плавный изгиб вверх, который при температурных изменениях длины перемычки предотвращает замыкание ее на кристалл.
В современных установках для микросварки рабочий цикл сварки автоматизирован (контролируется давление инструмента, нагрев, время выдержки). Что касается вспомогательных приемов (перемещения, совмещения), то существуют установки с ручным перемещением изделия и визуальным совмещением с помощью микроскопа, а также установки с автоматическими программируемыми перемещениями в сочетании с системой «машинного зрения», освобождающей оператора от зрительного напряжения.
Достоинством проволочного монтажа является возможность размещения перемычек при произвольном расположении любого количества монтажных площадок на коммутационной плате, т. е. гибкость в процессе ее конструирования. Недостаток этого способа состоит в высокой трудоемкости монтажа, так как сварные соединения можно получать только последовательно, индивидуально.
Ленточный монтаж
Отказ от проволоки и переход к плоским ленточным перемычкам позволяет изготовить их заранее и одновременно вне кристалла методом избирательного травления (фотолитографии) ленты, взаимное расположение перемычек должно быть жестко предопределено расположением монтажных площадок на кристалле и плате. Ленточные перемычки толщиной 70 мкм явяляются гибкими, поэтому для сохранения их взаимной ориентации они удерживаются в заданном положении изолирующими перемычками из полиимида (рис. 7.34). Та-
ким образом, исходная лента для изготовления системы перемычек должна быть двухслойной: алюминий (70 мкм) и полиимид (40 мкм). Для исключения замыкания перемычек на кристалл их специально формуют перед монтажом.
Использование ориентированных ленточных перемычек позволяет существенно снизить трудоемкость монтажа. Во-первых, для совмещения всей системы перемычек с кристаллом достаточно совместить две пары «перемычка—площадка», расположенных по диагонали. После приварки всех перемычек на кристалле последний с системой перемычек переносится на плату и аналогично проводится совмещение свободных концов с площадками платы и их приварка. Во-вторых, появляется возможность одновременной (групповой) приварки всех перемычек, расположенных в одном ряду. Из рассмотренных ниже способов сварки для групповой сварки можно использовать термокомпрессионный и ультразвуковой способы.
К недостатку ленточного монтажа следует отнести ограничения, накладываемые на конструкцию коммутационной платы и самого кристалла по числу и характеру расположения монтажных площадок. Для «смягчения» этого недостатка приходится разрабатывать и изготавливать стандартный ряд систем перемычек, отличающихся числом и шагом расположения.








