 2014-02-17
2014-02-17 2453
2453Микросварку применяют при проволочном и ленточном монтаже. Ввиду малых толщин соединяемых элементов (порядка 1,5 мкм для площадки и несколько десятков микрометров для перемычки) сварка должна выполняться без расплавления соединяемых элементов. Таким образом, все разновидности микросварки представляют собой сварку давлением. В этом случае прочность соединения обеспечивается электронным взаимодействием соединяемых поверхностей и взаимодиффузией материалов в твердой фазе, что, в свою очередь, требует применения пластичных материалов и обеспечения плотного контакта на достаточно большой площади. Необходимую площадь контакта можно получить лишь за счет пластической деформации перемычки, следовательно ее материал должен быть пластичным. Для повышения пластичности материала и для ускорения взаимодиффузии, во всех видах микросварки предусматривается нагрев зоны соединения до температуры ниже эвтектической (во избежание расплавления).
Таким образом, все виды микросварки характеризуются температурой в зоне соединения 300...800 °С и удельным давлением инструмента 100...200 Н/мм2. Конкретные значения режимов определяются материалом перемычки и видом микросварки.
Примененяют следующие разновидности микросварки: термокомпрессионная сварка (ТКС), сварка косвенным импульсным нагревом (СКИН), электроконтактная односторонняя сварка (ЭКОС) и ультразвуковая сварка (УЗС) (рис. 7.36).
Основная тенденция развития методов микросварки — локализация тепла в зоне соединения и уменьшение теплового воздействия на изделие в целом, что позволяет повысить температуру сварки и применять для перемычек менее пластичные материалы (например, медь). Способ нагрева зоны
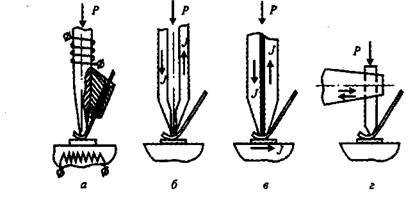
Рис. 7 26. Виды мизфосварки и разновидности сварочного инструмента: в — ТКС; б— СКИН; в — ЭКОС; г — УЗС
соединения находит свое отражение в конструкции сварочного инструмента, схематически представленного на рис. 7.36. Независимо от вида микросварки в случае проволочного монтажа инструмент должен быть снабжен «капилляром» для направления проволоки под рабочую часть инструмента (на рис. 7.36, а показан только для ТКС). При ТКС (рис. 7.36, а) нагреву подвергают все изделие или инструмент (или то и другое), обеспечивая температуру порядка 400 °С, В случае СКИН (рис. 7.36, б) разогрев зоны соединения осуществляется только в момент сварки. Это обеспечивает V-об-разная конструкция инструмента, через который пропускается амплитудно модулированный импульс тока с несущей частотой 0,5... 1,5 кГц. В результате температуру в зоне сварки можно повысить до 650 "С. Инструмент является частью электрической цепи и благодаря малому сечению рабочего конца инструмента выделяемое тепло концентрируется именно в этой части. Инструмент для ЭКОС (рис. 7.36, в) часто называют расщепленным: он состоит из двух частей, разделенных изолирующей термостойкой прокладкой, которые являются составной частью электрической цепи. Последняя замыкается лишь при контакте с перемычкой. Таким образом, импульс тока проходит через свариваемый участок перемычки, причем тепло выделяется в зоне контакта. В установках для ЭКОС предусмотрено автоматическое измерение контактного сопротивления, регулирование по сопротивлению усилия и формирование параметров импульса тока, что повышает воспроизводимость характеристик соединения. Температура в зоне сварки составляет 800 °С, что дает возможность применять медные перемычки. Ультразвуковую сварку можно выполнять без специально организованного нагрева, так как тепло, необходимое для повышения пластичности, выделяется в результате трения перемычки о площадку. Сварочный инструмент жестко закреп-
ляется в концентраторе магнитострикционной головки (рис. 7.36, г) и вместе с ним совершает продольные колебательные движения, «втирая» перемычку в площадку. Частота ультразвуковых колебаний выбирается в пределах 20...60 кГц, а амплитуда — 0,5...2 мкм.
В табл. 7.14 приведены сведения по свариваемости материалов при различных методах микросварки.
Таблица 7.14. Свариваемость материалов при различных методах








