 2014-02-17
2014-02-17 1260
1260Сборка и установка масляного насоса и поддона картера
Масляный насос перед установкой на двигатель собирается с ведомой шестерней привода масляного насоса, с всасывающей трубкой и трубкой клапана системы смазки. Затяжка болтов фланцев трубок масляного насоса и болтов крепления масляного насоса производится в два приема (момент затяжки 50—60 Н*м).
После установки масляного насоса нижняя часть картера закрывается поддоном.
Установка передней крышки блока цилиндров, коллекторов и трубопроводов.
Передняя крышка блока цилиндров устанавливается на блок в сборе с гидромуфтой привода вентилятора и шкивом привода генератора. Перед этим на коленчатый вал надевается полумуфта мощности и шайба носка коленчатого вала. В полумуфту отбора мощности вводится вал привода гидромуфты. Затяжка болтов крышки производится моментом затяжки 50—60 Н*м.
Впускные и выпускные коллекторы и водяные трубы системы охлаждения перед установкой на двигатель тщательно обдуваются сжатым воздухом. Затяжка болтов их крепления производится последовательно в 2 приема (предварительная и окончательная).
Коленчатый вал перед сборкой обдувается сжатым воздухом.
Сборка коленчатого вала производится в следующей последовательности. В полости масляных каналов шеек устанавливаются втулки центробежной очистки масла. Сверху каналы запрессовываются заглушками. После этого на коленчатый вал напрессовываются шестерни и противовесы. На носок коленчатого вала устанавливаются шестерня привода масляного насоса и передний выносной противовес, на хвостовике — распределительная шестерня в сборе с маслоотражателем и задний выносной противовес. Шестерни и противовесы на коленчатый вал напрессовываются при сборке. Перед напрессовкой они нагреваются до температуры 105 °С. Напрессовка шестерни производится до упора ее в буртик вала. Собранный коленчатый вал показан на рис. 10.
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
Непосредственно перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки вала смазываются чистым дизельным маслом. Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Упорные полукольца вала устанавливаются в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно - с моментом затяжки 210— 235 Н*м.
Контроль затяжки шатунных болтов осуществляется по их удлинению. Удлинение шатунных болтов после затяжки подшипников должно быть 0,25—0,27 мм.
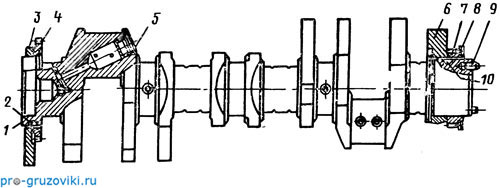
Рис. 10. Коленчатый вал в сборе:
1 — передний торец коленчатого вала; 2 — шпонка; 3,6 — противовесы; 4 — шестерня привода масляного насоса; 5 — заглушка; 7 — распределительная шестерня; 8 — маслоотражатель; 9 — установочный штифт; 10 — шпонка
При правильной сборке подшипников коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика. Осевой зазор в упорном подшипнике должен быть 0,05—0,20 мм.

