 2014-02-17
2014-02-17 665
665Сварка – это получение неразъемного соединения деталей местным нагревом до расплавленного или пласт. состояния с применением или без применения механических усилий. Наплавка – разновидность сварки, нанесение слоя ме на пов. изделия.
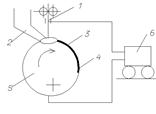
При п/авт. св. механизирована только поперечная подача посадочного материала в зону св. дуги. При авт. все операции, связ-е с перемещением электрода, возбуждением и поддержанием дуги, мех-ны. Наиб. распр. получ. св. и наплавка под слоем флюса. При автоматической сварке мех-ны 2 осн. движения электрода: подача электродной проволоки в зону дуги, перемещение пров. в зоне шва. При п/а мех. только подача пров. в зону дуги, а перемещение в зоне шва осущ. сварщик. 1электрод. проволока, 2 бункер зернистого флюса, 3шлаковая корка, 4 наплавка, 5 напл. деталь, 6 св. трансф-преобр-ль. По условиям горения дуги разл. св. закр и откр. дугой. Св. под слоем флюса происх. при ограниченном О и N в воздухе. Распл. флюс в виде корки удаляют. наплавка ведется на постоянном токе, при обратной полярности. Оборудование: ПШ-5, ПШ-54 (полуавтомат шлангового типа); У-651,У-653 (авт.); А-580М (наплавочные головки).Сварочные головки: СВ-08,-15,-10Г2, -18Х, 30ХГСА; порошковая пров. ПП3Х2138; флюсы АН-348А.
 Способ автоматической вибродуговой наплавки позв. наращивать на рабочие пов-ти деталей машин слои различных ме толщ. 0,3-3 мм без прогрева дет. вибрирующим электродом в жидкой среде. Наплавляемый ме переносится с вибрир. электрода на изношенную дет. небольш. порциями в рез-те частых возбуждений дуговых разрядов в моменты разрыва эл. цепи. Подача жидкости в место наплавки снижает тепловое возд. дуги на дет., увелич. скорость охл-я наплавленного и осн. ме, защищ. распл. ме от О и N воздуха. Установка состоит из авт. головки, осуществляющей вибрацию электродной проволоки и ее подачу в зону дуговых разрядов, стенка, сообщающего движение наплавляемой детали и осущ-го подачу головки, установленной на станке, системы эл/привода. Наплавочные головки выпускают с мех. (ГМВК-1) и э/маг. (КМ-5) приводом вибратора. Наплавочную головку (ГВИД-72) м. устан. под любым углом к детали при помощи универсального шарнира. Наплавку осущ. на пост. и пер. токе. Напряжение 12-22В, сила тока 80-300А. Электрод: среднеугл. и высокоугл. пров. II класса и легир-ю (Св-18ХГС и др.). Охл. жидкость – 4-5% раствор кальцинированной соды или 20% водный р-р тех глицерина. Ж. подается на пов. дет. на расст. 10-40 мм от электрода.
Способ автоматической вибродуговой наплавки позв. наращивать на рабочие пов-ти деталей машин слои различных ме толщ. 0,3-3 мм без прогрева дет. вибрирующим электродом в жидкой среде. Наплавляемый ме переносится с вибрир. электрода на изношенную дет. небольш. порциями в рез-те частых возбуждений дуговых разрядов в моменты разрыва эл. цепи. Подача жидкости в место наплавки снижает тепловое возд. дуги на дет., увелич. скорость охл-я наплавленного и осн. ме, защищ. распл. ме от О и N воздуха. Установка состоит из авт. головки, осуществляющей вибрацию электродной проволоки и ее подачу в зону дуговых разрядов, стенка, сообщающего движение наплавляемой детали и осущ-го подачу головки, установленной на станке, системы эл/привода. Наплавочные головки выпускают с мех. (ГМВК-1) и э/маг. (КМ-5) приводом вибратора. Наплавочную головку (ГВИД-72) м. устан. под любым углом к детали при помощи универсального шарнира. Наплавку осущ. на пост. и пер. токе. Напряжение 12-22В, сила тока 80-300А. Электрод: среднеугл. и высокоугл. пров. II класса и легир-ю (Св-18ХГС и др.). Охл. жидкость – 4-5% раствор кальцинированной соды или 20% водный р-р тех глицерина. Ж. подается на пов. дет. на расст. 10-40 мм от электрода.








