2014-02-17
2014-02-17 1505
1505При контактной стыковой сварке заготовки свариваются по всей поверхности взаимного соприкосновения. Этот вид сварки обычно применяют для соединения стержневых или трубчатых участков заготовок. Заготовку 1 (рис. 5.17) закрепляют в зажимах 2 стыковой машины, которые установлены на закреплённой плите 3 и снабжены токоподводом. Другую заготовку закрепляют в аналогичных зажимах, которые установлены на подвижной плите 4, связанной с силовым устройством и имеющей возможность перемещения по направляющим.
Различают два вида контактной стыковой сварки: сварку сопротивлением и сварку оплавлением.
Стыковой контактной сваркой сопротивлением называют сварку с разогревом стыка до пластического состояния и последующей осадкой. Перед сваркой соединяемые торцы заготовок должны быть очищены от окисных плёнок и плотно пригнаны друг к другу предварительной механической обработкой. Заготовки закрепляются в зажимах стыковой машины (рис. 5.17) и сдавливаются друг с другом силой Р, затем включается ток, металл разогревается до пластического состояния, ток выключается, после чего сила Р значительно увеличивается, обеспечивая окончательное соединение.
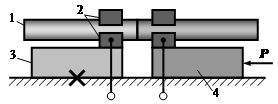 Рис. 5.17. Контактная стыковая сварка: 1 – заготовка; 2 – зажимы; 3 – закреплённая плита; 4 – подвижная плита Рис. 5.17. Контактная стыковая сварка: 1 – заготовка; 2 – зажимы; 3 – закреплённая плита; 4 – подвижная плита | ||||||||||||||||||||||||||||
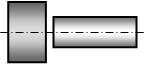
Рис. 5.18. Типы заготовок, подготовленных для соединения стыковой сваркой сопротивлением |
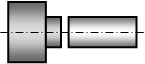



Типы сварных соединений, выполняемых стыковой сваркой сопротивлением, показаны на рис. 5.18. Этим способом соединяют заготовки малого сечения (до 100 мм2), т.к. при больших сечениях нагрев будет неравномерным. Сечения в зоне стыка должны быть одинаковы по форме и достаточно просты (круг, квадрат, прямоугольник с близкими по размеру сторонами).
Стыковой контактной сваркой оплавлением называют сварку с разогревом стыка до оплавления и последующей осадкой. Различают две разновидности такой сварки: непрерывным и прерывистым оплавлением.
При непрерывном оплавлении между заготовками, установленными в зажимах машины, оставляют исходный зазор, включают ток и постепенно сближают заготовки. В результате вначале происходит соприкосновение по отдельным небольшим площадкам, по которым будет протекать ток высокой плотности. При этом под действием магнитного поля расплавленный и кипящий металл выбрасывается наружу, унося с собой поверхностные окислы и загрязнения. После достижения равномерного оплавления всей поверхности стыка заготовки осаживают увеличенной силой Р, отключая ток незадолго до конца процесса.
При прерывистом оплавлении заготовками, установленные в зажимах машины, сближают под током, приводят их в кратковременное соприкосновение и вновь разводят на небольшое расстояние. Быстро повторяя одно за другим сближения и разъединения, повышают температуру свариваемых торцов и увеличивают электропроводность свариваемого промежутка, в результате чего возникает электрических разряд, производящий оплавление всего сечения. Затем выключают ток и сдавливают заготовки, вытесняя часть расплавленного металла вместе с окислами из зоны сварки. Стыковая сварка с прерывистым оплавлением применяется для изготовления тех же изделий, что и сварка с непрерывным оплавлением, но тогда, когда мощность стыковой машины является недостаточной.
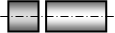
По сравнению со сваркой сопротивлением сварка оплавлением имеет ряд преимуществ. В процессе оплавления выравниваются все неровности стыка, а окислы и загрязнения удаляются, в связи с чем не требуется особой подготовки места соединения. Можно сваривать заготовки с сечением стыка сложной формы, а также с различными сечениями в зоне контакта, разнородные металлы, например, медь и алюминий. Возможные типы сварных соединений, выполняемых стыковой сваркой оплавлением, показаны на рис. 5.19. С её помощью, естественно, можно получить и все типы соединений, представленные ранее на рис. 5.18.

Рис. 5.19. Типы заготовок, подготовленных для соединения стыковой сваркой оплавлением |