 2014-02-17
2014-02-17 2843
2843Сварка аккумулированной энергией – это сварка, при которой кратковременный сварочный процесс осуществляется с помощью мгновенно отдаваемой на сжимаемые заготовки электроэнергии, запасенной соответствующим накопителем. В результате в зоне контакта заготовок происходит резкое выделение тепла, способствующего их надёжному соединению.
Существуют четыре разновидности сварки аккумулированной энергией: 1) конденсаторная, при которой накопление энергии происходит в батарее конденсаторов; 2) электромагнитная, при которой накопление энергии происходит в магнитном поле специального сварочного трансформатора; 3) инерционная, при которой накопление энергии происходит во вращающихся частях генератора; 4) аккумуляторная, при которой накопление энергии происходит в аккумуляторной батарее.
Наибольшее промышленное применение получила конденсаторная сварка, имеющая следующие положительные особенности: 1) точную дозировку количества энергии, не зависящую от внешних условий типа напряжения сети; 2) малое время протекания тока (порядка десятитысячных долей секунды) при его высокой плотности, что обеспечивает небольшую зону термического влияния и позволяет сваривать разнородные материалы, а также материалы малых толщин (порядка нескольких микрометров); 3) невысокую потребляемую мощность.
Существуют два способа конденсаторной сварки: бестрансформаторная, при которой конденсатор разряжается непосредственно на свариваемые заготовки, и трансформаторная, при которой конденсатор разряжается на первичную обмотку сварочного трансформатора, ко вторичной обмотке которого подключены электроды, воздействующие на свариваемые заготовки.
 
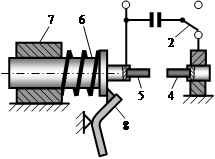
Рис. 5.23. Бестрансформаторная конденсаторная сварка: 1 – конденсатор; 2 – переключатель; 3 – сеть постоянного тока; 4 – неподвижная заготовка; 5 – подвижная заготовка; 6 – подпружиненный шток; 7 – направляющая втулка; 8 – защёлка | Примером бестрансформаторной сварки служит ударная конденсаторная сварка (рис. 5.23). Конденсатор 1 при соответствующем положении переключателя 2 заряжается от сети постоянного тока 3. Выходы заряженного конденсатора подключены непосредственно к свариваемым заготовкам, одна 4 из которых жёстко закреплена, а другая 5 может перемещаться с помощью подпружиненного штока 6, установленного в направляющей втулке 7. При освобождении защёлки 8 заготовка 5 быстро перемещается в направлении неподвижной заготовки 4 и ударяется о неё, причём непосредственно перед соударением возникает мощный разряд за счёт энергии, накопленной в конденсаторе. Этот разряд оплавляет торцы обеих заготовок, которые после соударения свариваются между собой под действием сжимающей ударной силы. Бестрансформаторной сваркой можно сваривать | ||||||||||||||||
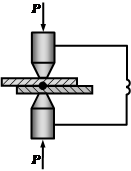
Рис. 5.24. Трансформаторная конденсаторная сварка | встык проволоки и тонкие стержни разной толщины из разнородных металлов (вольфрам – никель, молибден – никель, медь – константан). Трансформаторная конденсаторная сварка (рис. 5.24) предназначена в основном для точечной или шовной сварки, но может быть использована и для стыковой. При этом способе разряд конденсатора преобразуется с помощью сварочного трансформатора. В правом положении переключателя конденсатор заряжается от источника постоянного тока, а в левом положении переключателя происходит разряд конденсатора на первичную обмотку сварочного трансформатора. При этом во вторичной обмотке индуктируется ток большой силы, обеспечивающий сварку предварительно зажатых между электродами заготовок. |


Конденсаторную сварку применяют в производстве электроизмерительных и авиационных приборов, часовых механизмов, фотоаппаратов, элементов полупроводников и электронных схем, и т.п.

