 2014-02-09
2014-02-09 1608
1608Классификация металлообрабатывающих станков.
1. Токарные (специализированные, одношпиндельные, многошпиндельные, револьверные, карусельные),
2. Сверлильные (вертикально сверлильные, одношпиндельные, многошпиндельные, горизонтально сверлильные, радиально сверлильные),
3. Шлифовальные (кругошлифовальные, внутришлифовальные, плоскошлифовальные, притирочные, полировочные),
4. Комбинированные.
5. Зубо- и резьбообрабатывающие (резьбонарезные, зубосторогальные)
6. Фрезерные (вертикально-консольные, горизонтально-консольные)
7. Строгальные, долбежные, протяжные (одностоечные, двухстоечные)
8. Разрезные (резцом, абразивным кругом, гладким диском)
9. Разные.(балансировочные).
По универсальности:
· Универсальные,
· Широкого назначения,
· Специализированные,
· Специальные,
По точности изготовления:
· Нормальной точности,
· Высокой точности,
По степени механизации:
· С ручным управлением,
· Полуавтоматы,
· Автоматы,
· С ЧПУ.
Абразивом называются тела, имеющие вид зерен с острыми гранями и служащие для обработки твердых тел путём срезания с них мелкой стружки (царапанием или истиранием). Твердость абразива должна быть больше твёрдости обрабатываемого материала и иметь острие кромки.
Процесс абразивной обработки с преобладанием царапающего действия называется шлифованием, истирающего - полированием.
Абразивные материалы делятся на естественные и искусственные. Естественные -алмаз, корунд Al2O3-95%; наждак Al2O3-25%; кварцевый песок. В промышленности используются главным образом искусственный материал: электрокорунд Al2O3 (Э и ЭБ), карборунд SiC (КЧ и КЗ), карбид бора В4С и синтетические алмазы СА, монокорунд (М), электрокорунд хромистый ЭХ, злектрокорунд титанистый ЭТ.
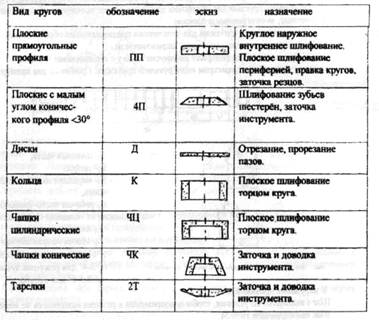
При изготовлении инструмента зерна скрепляют друг с другом цементирующим веществом. - связками. Основные виды инструментов шлифовальные круги, сегменты, головки, бруски, шкурки.
Абразивные инструменты характеризуются материалом зерен, зернистостью, связкой, структурой, твердостью, формой и размерами Алмазные инструменты, крометого,характеризуются концентрацией алмазных зёрен.
 |
Зернистость характеризует размеры зёрен инструмента: шлифзерно от №200 до №16, зерна от 2000 до 160 мкм, шлифпорошки от№12 до №З, зерна от 125 до 28 мкм
№М40 до№5,зерта от 40 до 3 мх, Алмазные порошки от А50 (630-500мк:) до АМ-1- с зерном менее 1 мкм.
Связки для кругов из электрокорунда и карбида кремния применяют органические и неорганические. Органические - вулканитовая (В) и бакелитовая (Б); неорганические -керамическая (К).
Твердость характеризуется величиной силы, с которой связки удерживают абразивные зерна. Шкала твердости абразивного инструмента:
Мягкий М, подразделяется Ml,M2,M3
Среднемягкий СМ СМ1,СМ2
Средний С С1,С2
Среднетвердый СТ СТ1,СТ2,СТЗ
Твердый Т Т1,Т2
Весьма твердый ВТ BT1,BT2
Чрезвычайно твердый ЧТ ЧТ1,ЧТ2
Условное обозначение располагают в определенной последовательности: абразивный материал и его марка, номер зернистости, степень твердости, номер структуры и вид связки.
Испытание и балансировка кругов.
Перед установкой круги контролируют простукиванием. Каждый круг испытывают на специальных станках при вращении со скоростью в 1,5 раза превышающей на маркировке. Масса круга должна быть распределена равномерно относительно оси вращения. Вибрации. Круги, устанавливаемые во фланцах должны быть отбалансированы. Статическая балансировка - круг вместе с фланцем монтируют на балансировочной оправке. Правят и опять балансируют. Проводится также динамическая балансировка.
Износ и правка
В процессе шлифования режущие свойства кругов изменяются. Абразивные зерна изнашиваются, затупляются, частично раскалываются, заполняются шлифованными
отходами. Возрастает сила резания. Крут изменяет форму, точность обработки снижается. Правильно выбранный круг самозатачивается. Увеличивающаяся из-за износа круга сила резания вырывает из связки круга затупившиеся зерна, остальные обнажаются и оказываются на поверхности. Полностью самозатачивание кругов не происходит.
Правильно выбранной связке придается большое значение. Если связка слабо удерживает зёрна, то они будут удаляться раньше, чем затупятся и произойдет "осыпание" При чрезмерно прочном удержании зерна сильно затупляются, на рабочей поверхности образуется зеркальный блеск Происходит засаливание круга. Для восстановления режущих свойств кругов их правят. Удаляют затупившиеся зерна и восстанавливают геометрию. Правят алмазным кристаллом, алмазным карандашом, шлиф, кругами большей твердости, шарошками. Правка осуществляется обтачиванием, обкатыванием, шлифованием.
Шлифование различают: круглое, плоское, внутреннее, бесцентровое.








