 2014-02-18
2014-02-18 4643
4643Трубы вдоль траншеи раскладывают на расстоянии не менее 1 - 1,5 м от бровки траншеи (рис. 6.19, а), располагая их в таком направлении, в каком они должны быть уложены в траншее (движение жидкости по будущему трубопроводу должно происходить от раструба к гладкому концу).
В начале монтируемого участка трубопровода, особенно при заделке раструбных стыков самоуплотняющимися резиновыми манжетами, устраивают концевой бетонный упор для первых труб. Легкие трубы (диаметром до 200 мм) опускают в траншею вручную с помощью каната, который пропускают внутри трубы или которым обвязывают трубу у концов. Трубы диаметром более 200 мм укладывают обычно с помощью монтажных стреловых кранов или кранов-трубоукладчиков. Причем трубы в траншею укладывают стреловыми (автомобильными, пневмоколесными, гусеничными) кранами при такой их раскладке на берме, когда в процессе монтажа требуется после строповки трубы ее подъем и поворот (см. рис. 6.19, а), а кранами-трубоукладчиками - в том случае, когда трубы разложены таким образом (см. рис. 6.20), когда не требуется поворот крана.
Опущенную в траншею трубу заводят гладким концом в раструб ранее уложенной. При этом следят, чтобы он не доходил до упора раструба на расстояние, равное в зависимости от диаметра труб от 5 до 9 мм при заделке стыка прядью и от 5 до 10 мм при заделке резиновой манжетой. Для проверки наличия такого зазора применяют проволочный крюк-шаблон (рис. 6.19, б), который после ввода в раструб поворачивают на 90°.
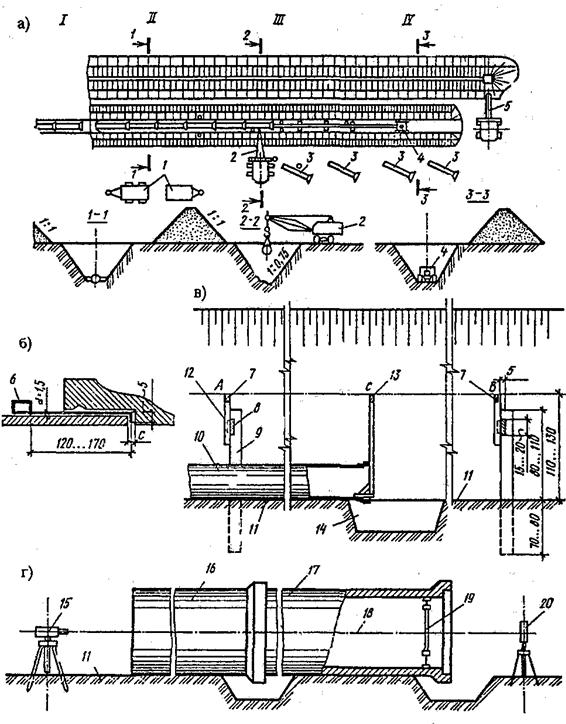
Рис. 6.19 – Схема укладки чугунных труб в траншею: I – предварительное гидравлическое испытание, II – присыпка грунтом до 0,5 диаметра с уплотнением, III – укладка труб и монтаж, IV – устройство профилированного основания; 1 - передвижные временные здания, 2 - гусеничный кран, 3 - трубы (раскладка), 4 - бульдозер, 5 - экскаватор, 6 - проволочный крюк-шаблон, 7 - постоянная визирка, 8, 9 - доска и столбы обноски, 10 - труба, 11 - дно траншеи, 12 - полочка, 13 - ходовая визирка, 14 - приямок для стыкования труб, 15 - лазерный нивелир, 16 - уложенная труба, 17 - укладываемая труба, 18 - ось трубопровода (луч лазерного нивелира), 19 - полупрозрачный экран для центрирования луча, 20 - экран
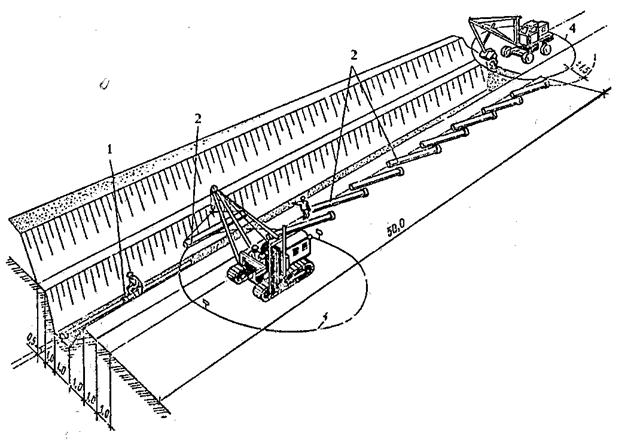
Рис. 6.20 – Монтаж труб краном-трубоукладчиком
1 – стыкование труб, 2 – укладка труб, 3 – раскладка труб на берме траншеи, 4 – рабочая зона экскаватора
После заводки гладкого конца чугунной трубы в раструб ранее уложенной производят ее центрирование, затем приступают к центрированию раструбного конца укладываемой трубы по оси трубопровода в горизонтальном и вертикальном направлениях. В горизонтальном направлении трубы центрируют с помощью отвеса, подвешенного к тонкой проволоке, которую натягивают между обносками по оси трубопровода. Центрирование в вертикальном направлении часто необходимо для укладки труб по заданному уклону и поэтому положение раструбного конца укладываемой трубы проверяют или путем визирования, или с применением лазерного нивелира. При способе визирования в начале и конце укладываемого участка трубопровода устанавливают обноски (рис 6.19, в), к которым прикрепляют постоянные визирки, верхние кромки которых А и В находятся на одинаковой высоте от трубы с учетом заданного уклона. Высота этих визирок должна быть примерно на уровне глаз. Таким образом, визирная ось АВ будет параллельна проектной оси трубопровода. Для проверки правильности укладки труб делают ходовую визирку длиной, равной расстоянию от лотка трубы до оси АВ. В процессе укладки каждой трубы на ее лоток устанавливают ходовую визирку (рис. 6.19, в) Взглядом с одной неподвижной визирки А на другую В проверяют положение ходовой визирки в точке С. Постоянные визирки в траншеях с откосами устанавливают непосредственно в траншее, а при укладке труб в траншеи с вертикальными откосами и креплениями их устанавливают над траншеей.
При укладке труб по заданному уклону с помощью лазерного нивелира (рис. 6.19, г) его устанавливают в начале участка и налаживают так, чтобы его луч в точности совпадал с продольной осью трубопровода. С этой целью в конце участка ставят экран, центр концентрических окружностей которого должен совпадать с осью будущего трубопровода. Оптическую трубу лазерного нивелира наводят на экран так, чтобы «зайчик» луча точно попал в центр концентрических окружностей, что свидетельствует о совмещении луча с осью трубопровода.
Герметичность и водонепроницаемость раструбных стыков чугунных трубопроводов достигается заделкой раструбной щели пеньковой просмоленной и битуминизированной прядью с последующим устройством замка из асбестоцементной смеси или цементного раствора, удерживающего прядь от выдавливания гидравлическим давлением, мастик-герметиков либо самоуплотняющимися резиновыми манжетами.
Заделка раструбных стыков прядью. Пеньковую прядь вводят в раструбную щель до упора раструба на такую глубину, чтобы осталось место для устройства замка. Поскольку толщина жгута из пряди несколько превышает ширину раструбной щели, его проталкивают в стык с помощью конопатки. Сначала от руки, а затем сильными ударами молотка (при ручной чеканке) жгут вводят в кольцевой зазор. При механической чеканке жгут уплотняют пневматическим инструментом. Для создания требуемой герметичности стыка обычно закладывают в щель два - три жгута, причем так, чтобы захлесты их не совпадали по длине окружности. После заделки стыка прядью делают асбестоцементный замок. Асбестоцементную смесь в зазор укладывают слоями-валиками (по три - четыре слоя) и уплотняют чеканками с помощью молотка. Заделанный стык укрывают на 1 – 2 сут. влажной мешковиной для создания благоприятных условий схватыванию и твердению асбестоцементной смеси.
Монтаж и устройство стыков на резиновых манжетах. При монтаже чугунных труб со стыковыми соединениями на резиновых манжетах стык уплотняется благодаря радиальному сжатию манжеты в раструбной щели. Трубы на стыках с самоуплотняющимися резиновыим манжетами монтируют следующим образом. Трубу краном подают в траншею по направлению укладки трубопровода на расстоянии 0,4... 0,5 м от раструба уложенной трубы, удерживая ее на весу. Далее с помощью шаблона и мела, размечают линии ограничения (Л.О.) ввода гладкого конца в раструб с учетом необходимого зазора (рис. 6.21 а), после чего в паз раструба закладывают резиновую манжету (рис. 6.21, б). Одновременно наружную поверхность гладкого конца трубы до линии ограничения и внутреннюю поверхность манжеты смазывают графитно-глицериновой смазкой (рис. 6.21, в), а затем монтируемую трубу центрируют и с помощью монтажного приспособления вводят в раструб ранее уложенной до ограничительной линии (рис. 6.21, г). Поскольку при монтаже стыков чугунных труб на резиновых манжетах требуются большие усилия, применяют различные приспособления и устройства, приведенные на рис. 6.21, д... л. После ввода втулочного конца трубы в раструб ранее уложенной центрируют раструбный конец укладываемой трубы и закрепляют положение ее подсыпкой грунта в пазухи с уплотнением до половины диаметра, оставляя не засыпанными приямки и стыковые соединения.
Монтаж чугунных труб диаметром 300 мм на резиновых уплотни-тельных кольцах производят различными средствами, а зачеканку чугунных труб диаметром свыше 300 мм прядью - вручную.
В целях облегчения этого процесса разработано навесное оборудование для монтажа и зачеканки стыковых соединений чугунных труб волокнистыми материалами. Основным узлом этого навесного оборудования является стыковочный манипулятор.
Устройство с трубой опускают в траншею на место укладки так, чтобы торец щеки подвижного захвата уперся в торец раструба ранее уложенной трубы.
Мастиками-герметиками заделывают стыковые соединения раструбных чугунных труб при прокладке напорных канализационных трубопроводов с максимальным рабочим давлением до 0,5 МПа. При этом чаще всего применяют полисульфидные герметики из герметизирующих и вулканизирующих паст с добавлением иногда асбестовой или резиновой крошки. Приготавливают мастики-герметики на месте работ за 30 - 60 мин. до их использования. Стыки герметизируют с помощью шприцев с ручным или пневматическим выдавливанием мастики или пневматических установок. Герметик в раструбную щель вводят с помощью насадки, которая крепится к наконечнику шприца или шланга пневматической установки.
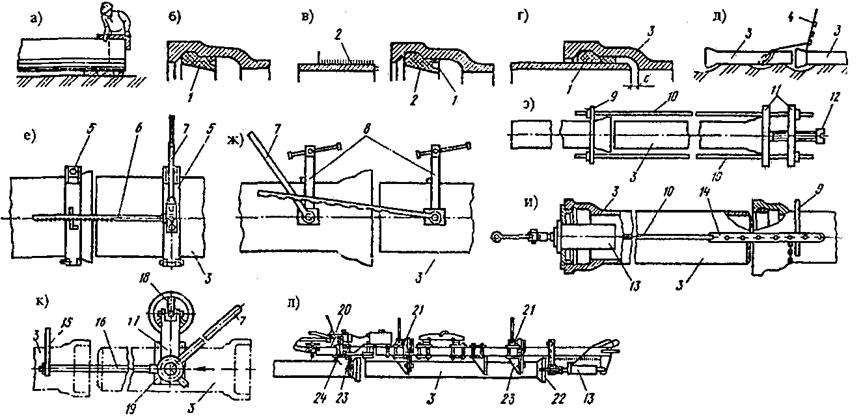
Рис. 6.21 – Последовательность устройства стыков чугунных труб на резиновых манжетах и применяемые монтажные приспособления: а – разметка линии ограничения (Л.О.) ввода гладкого конца в раструб; б – закладка резиновой манжеты; в – смазка гладкого конца трубы и манжеты; г – смонтированный готовый стык; д – рычажно-тросовое приспособление; е – реечное приспособление с зубчатой рейкой и двумя хомутами-захватами; ж – то же, с двумя винтовыми захватами; з – монтажное приспособление с центальным торцовым винтом; и – приспособление с гибкими тягами и гидроцилиндром; к - приспособление треста «Востокгидроспецстрой»; л – то же, треста «Укрводстрой»; 1 - резиновая манжета, 2 - смазка, 3 - монтажная труба, 4 - рычажно-тросовое приспособление, 5 - хомуты, 6 - зубчатая рейка, 7 - рычаг, 8 - винтовые захваты, 10 - тяга, 11 - упоры, 12 - винт с ручкой, 13 - гидроцилиндр, 14 - регулировочные планки, 15 - скоба, 16 - трос, 17 - корпус приспособления, 18 - винт со штурвалом, 19 - колодки, 20 - гидрораспределитель, 21 - грузозахватные устройства, 22 - быстроразъемные захваты, 23 - упорное седло, 24 - насос








