 2014-02-24
2014-02-24 6439
6439Крестовины – характерные детали карданных (шарнирных) соединений, применяемых в автомобилях и сельскохозяйственных машинах. Крестовина представляет собой стальную деталь сравнительно небольших размеров с четырьмя точно обработанными цапфами, расположенными попарно на двух взаимно перпендикулярных осях.
Заготовкой служит штамповка из сталей 20Х, 12ХН3А и 18ХГТ. Деталь подвергается цементации на глубину 0,8…1,5 мм с закалкой и отпуском до твердости 58…65 HRC. К готовой детали предъявляются жесткие требования в отношении точности и взаимного расположения поверхностей цапф. Диаметры цапф изготовляются по 6 квалитету точности с шероховатостью Ra = 0,63 мкм. Отклонение формы допускается в пределах допуска. Несоосность цапф не более 0,05 мм. Оси соседних цапф должны быть взаимно перпендикулярны. Допускается отклонение не более 0,25 мм на 100 мм. Оси должны лежать в одной плоскости с отклонением не более 0,15 мм.
В крупносерийном и массовом производствах при обработке крестовин применяются высокопроизводительные специальные станки: токарные, протяжные, бесцентрово-шлифовальные, сверлильные. Во многих случаях обработка ведется на автоматических линиях.
На рис. 22 показана крестовина кардана косилки. Крестовина из стали 20Х имеет сквозные смазочные отверстия диаметром 5 мм. При механической обработке крестовины может быть использована следующая схема технологического процесса. На первой операции производится черновое обтачивание всех четырех цапф. Обработка ведется на четырехшпиндельном агрегатном станке методом вращения резца вокруг неподвижной цапфы (рис. 23). Заготовка закрепляется неподвижно с помощью пневматического приспособления.
На второй операции производится протягивание двух торцов одновременно. После протягивания первой пары торцов стол автоматически поворачивается и протягивается другая пара торцов.
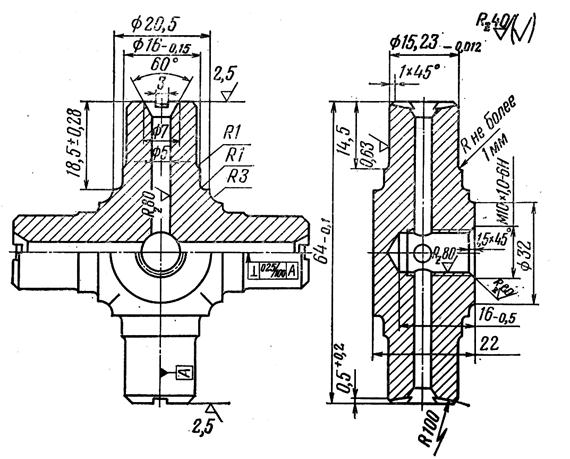
Рис. 22. Крестовина кардана косилки
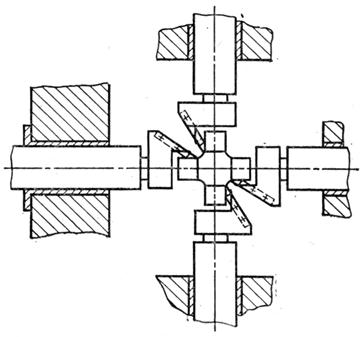
Рис. 23. Наладка агрегатного станка для обтачивания цапф крестовины
Третья операция – черновое шлифование четырех цапф – производится на бесцентрово-шлифовальном станке. Цапфы шлифуются попарно методом врезания шлифовального круга.
На четвертой операции на одной паре цапф выполняются следующие технологические переходы: зацентровка, сверление смазочных каналов, сверление отверстия под резьбу и снятие наружных фасок. Применяется специальный многошпиндельный агрегатный станок. Обработка производится при неподвижно закрепленной заготовке.
На пятой операции выполняются те же технологические переходы на другой паре цапф.
Шестая операция – окончательное протягивание торцов с изготовление канавок. После мойки и очистки крестовины подвергаются термической обработке.
Последующие операции – получистовое и чистовое шлифование цапф на бесцентрово-шлифовальных станках.








