 2014-02-24
2014-02-24 5789
5789Звездочки цепных передач цепных передач для сельскохозяйственных машин в зависимости от условий их работы изготовляются из серых чугунов СЧ15, СЧ18, СЧ21, среднеуглеродистых и легированных сталей 40, 45, 40Х, 35Л, 35ХГСА и др.
Чугунные звездочки используются при малых окружных скоростях и небольших передаваемых нагрузках, стальные – при высоких скоростях и больших нагрузках. Пластмассовые материалы (капрон, полиуретан) используются только для изготовления натяжных звездочек, не передающих крутящий момент.
Для повышения износостойкости зубьев в условиях интенсивного абразивного изнашивания звездочки подвергаются термической обработке. После закалки и отпуска звездочки из серого чугуна должны иметь твердость зубчатого венца 320…430 HB. Зубчатый венец стальной звездочки закаливается токами высокой частоты на глубину 2…3 мм до твердости 35…50 HRC.
Технология изготовления звездочки зависит от материала и предъявляемых к детали технических требований. Звездочки из чугуна обычно отливаются с готовыми зубьями, и обработке подвергаются только отверстие в ступице и торцы ступицы. У стальных звездочек зубья фрезеруются или накатываются. Горячее накатывание зубьев звездочек находит все более широкое применение. Когда звездочка изготовляется из стального листа толщиной до 6 мм, то вся она, включая зубья, может быть вырублена из листа методом холодной штамповки. Шпоночная канавка в ступице обрабатывается протягиванием шлицевой протяжкой. Крепежные и стопорные отверстия сверлятся на вертикально-сверлильном станке, после чего, если требуется, метчиком нарезается резьба.
Зубья звездочки можно нарезать по принципу копирования профиля инструмента (дисковой фасонной фрезы) или по принципу обкатки с помощью червячной фрезы, профиль которой рассчитывается в каждом отдельном случае.
На торцах ступиц звездочек иногда конструкцией предусматриваются кулачки – прямые или со скосом (храповые), поверхности которых обычно получаются отливкой и не обрабатываются.
На рис. 15 показана звездочка из листовой стали 40. Обработка этой звездочки может выполняться в такой последовательности. После вырубки по наружному и внутреннему контуру растачивается отверстие диаметром 38 Н 11 и снимается фаска. Затем производятся (с установкой заготовки на оправке) обтачивание по наружному диаметру зубчатого венца и обработка радиусных скосок с двух сторон. После сверления четырех отверстий фрезеруются зубья и производится термическая обработка венца (закалка токами высокой частоты) до твердости 40…50 HRC на глубину не менее 2,5 мм.
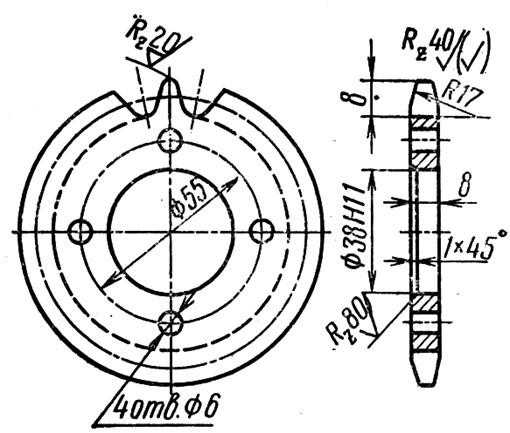
Рис. 15. Звездочка из листовой стали








