 2014-02-24
2014-02-24 2145
2145Коленчатые оси и валы сельскохозяйственных машин по конструктивно-технологическим признакам можно разделить на два типа: оси и валы, изготовляемые из круглого проката путем гибки, и оси и валы, изготовляемые горячей штамповкой. Первые имеют щеки круглого сечения, диаметр их равен диаметру коренных и шатунных шеек. Вторые имеют щеки некруглого сечения, образуемые при штамповке. Коленчатые оси и валы, как правило, имеют малую жесткость в связи с большим отношением длины к диаметру (достигающим 30 и более) и большим радиусом кривошипа. Так, при диаметре вала 30 мм радиус кривошипа может достигать 110 мм и более. Нежесткая конструкция осей и валов создает затруднения при их механической обработке. Оси и валы изготовляются из сталей 30, 35, 40, 45 и др. Шейки под подшипники скольжения выполняются по 8…11 квалитетам точности с шероховатостью Rz = 20…10 мкм. Для установки шарикоподшипников шейки обрабатываются по 6 квалитету точности с шероховатостью Ra = 2,5…1,25 мкм. Участки шеек под деревянные подшипники и резиновые уплотнения полируются до получения шероховатости Ra = 1,25…0,63 мкм.
Оси и валы первого типа – со щеками круглого сечения (рис. 18) изготовляются из круглой калиброванной стали 9…11 квалитетов при помощи гибки. Перед гибкой заготовка требуемой длины (рис. 19) подвергается на отдельных участках механической обработке. Снимаются фаски на торцах, фрезеруются шпоночные пазы и лыски и полируются шейки. Затем подготовленная заготовка подвергается точной гибке на специальной установке с местным нагревом токами высокой частоты. Дальнейшая механическая обработка оси не требуется. На некоторых осях и валах этого типа для ограничения длины шеек устанавливаются шайбы, которые перед гибкой насаживаются на ось (вал) и по окончании гибки привариваются к нему. Для контроля соосности концов оси (вала) и коренных шеек производится проверка биения оси (вала) путем установки ее на контрольные призмы в местах, отмеченных на чертеже. Допускается биение на концах оси (вала) не более 0,5 мм.
Оси и валы второго типа (с некруглыми щеками, рис. 20) после штамповки подвергаются механической обработке, вначале фрезеруются торцы вала и сверлятся центровые отверстия для обработки шеек. Затем обтачиваются коренные и шатунные шейки, фрезеруются шпоночные пазы. Коренные и шатунные шейки окончательно шлифуются или полируются. Шейки валов, требующие термической обработки, закаливаются перед шлифованием. В связи с малой жесткостью валов применяются методы и приспособления, обеспечивающие малый прогиб обрабатываемой заготовки. На рис. 21 изображена схема зацентровки коленчатого вала. Расположение центров на щеках шейки обеспечивает малую деформацию обрабатываемого участка.
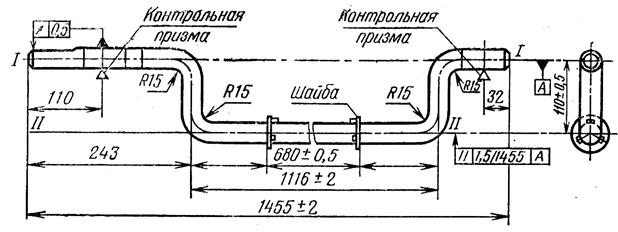
Рис. 18. Гнутая коленчатая ось
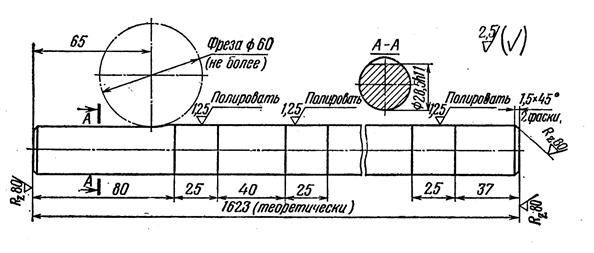
Рис. 19. Заготовка коленчатой оси, подготовленная к гибке
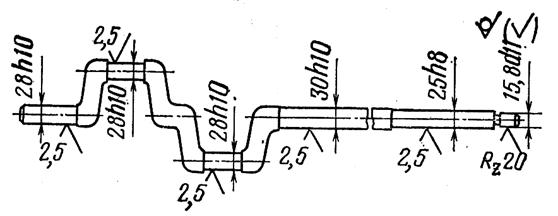
Рис. 20. Штампованный коленчатый вал
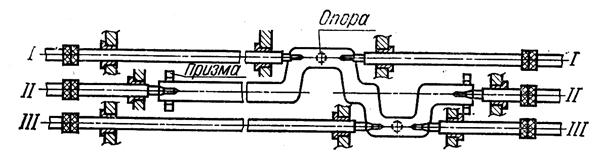
Рис. 21. Зацентровка коленчатого вала (I-I, II-II, III-III – оси центров)

