 2014-02-24
2014-02-24 3809
3809В сельскохозяйственных машинах применяются крючковатые (литые и штампованные), комбинированные и втулочно-роликовые цепи (рис. 13). Они используются для передачи движения между валами при большом расстоянии между ними и как элемент транспортеров.
Крючковые штампованные цепи применяются при средних нагрузках и скоростях. Штамповка обеспечивает высокую точность изготовления звеньев цепи. Цепи изготовляются из стали 30Г, поставляемой в виде холоднокатаной ленты толщиной 3 и 2,6 мм. По условиям технологии штамповки сталь для цепей в исходном состоянии должна обладать очень высокой пластичностью и вместе с тем хорошей закаливаемостью для обеспечения прочности и износостойкости. Звенья цепей работают в условиях пульсирующей нагрузки, поэтому их материал должен иметь высокий предел выносливости. Звенья подвергаются термической обработке путем закалки стали с нагревом до 850…880 °С. Твердость звеньев цепи должна находиться в пределах 33…45 HRC. Разрывающее усилие цепи с шагом 38 и 41,3 мм должно быть не ниже 9000 Н, а цепи с шагом 30 мм – не менее 6000 Н. Крючковая штампованная цепь изготовляется без отходов из холоднокатаной ленты сечением 36х3 мм.
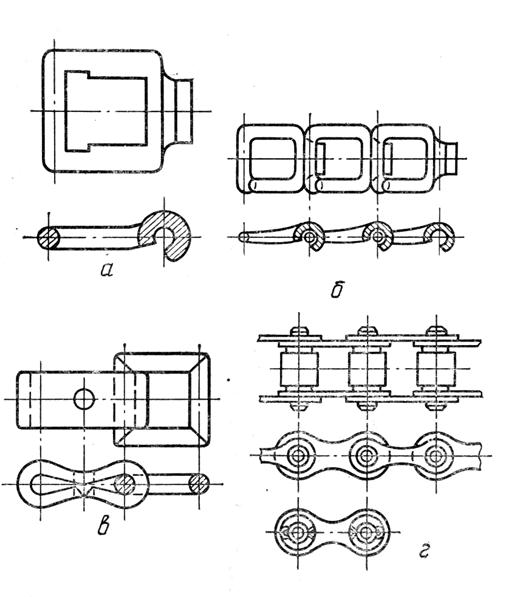
Рис. 13. Звенья цепей:
а – литое звено крючковой цепи; б – штампованные звенья крючковой цепи; в – звено комбинированной цепи; г – звенья втулочно-роликовой цепи
Литые звенья крючковой цепи изготовляются из ковкого чугуна.
Втулочно-роликовые цепи стандартизованы и широко применяются в народном хозяйстве. Они выпускаются многими миллионами метров в год, поэтому изготовление деталей и сборка цепей производятся на автоматических станках и линиях. Материалами для деталей цепей сельскохозяйственных машин служат: для пластин – холоднокатаная лента из сталей 45, 50, 40Х, для осей, втулок и роликов – цементируемые стали 15, 20, 15Х, 20Х и другие с закалкой до 50…65 HRC. Изготовление пластин с двумя отверстиями производится штамповкой на вырубных штампах. Оси, втулки и ролики обрабатываются на токарных многошпиндельных автоматах и бесцентрово-шлифовальных станках. Сборка втулочно-роликовых цепей автоматизирована.
На рис. 14 показана последовательность выполнения операций на автоматической линии сборки втулочно-роликовых цепей. Технологический процесс сборки состоит из пяти операций: I – вкладывание втулки 2 в ролик 1; II – сборка катушки (запрессовка втулок во внутренние пластины 3); III – развальцовка катушки; IV – вкладывание осей 4 в катушки; V – сборка цепи (запрессовка осей в наружные пластины 5). Для выполнения различных операций при сборке деталей, обеспечения их взаимного расположения и закрепления дополнительно применяются специальные автоматически действующие механизмы.
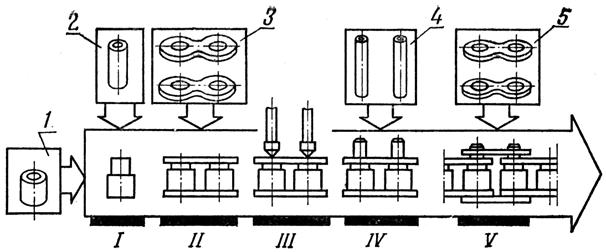
Рис. 14. Последовательность выполнения операций на автоматической
линии сборки втулочно-роликовых цепей

