 2014-02-24
2014-02-24 3583
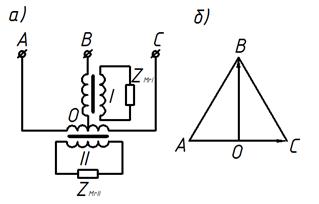
3583Всистемах автоматики для питания исполнительных асинхронных микродвигателей часто используется система двухфазного тока. Двухфазный ток удобно получать из трехфазного путем применения особых трансформаторных схем. Наибольшее распространение получила схема,состоящая из двух неодинаковых однофазных трансформаторов I и II (рис.1.5 а).В этой схеме точка 0 делит витки первичной обмотки трансформатора II на две равные части. Напряжения обмоток трансформаторов I и II сдвинуты на четверть периода. Первичные напряжения трансформаторов I и II  или
или  (рис. 1.5, б).
(рис. 1.5, б).
 |
Для получения одинаковых напряжений на вторичных обмотках трансформаторов необходимо, чтобы коэффициент трансформации трансформатора I был в
 раз больше, чем трансформатора II. Обычно оба трансформатора выполняются с одинаковым числом вторичных витков, но первичные витки трансформатора I имеют ответвление на расстоянии количества витков от начала обмотки. При симметричных двухфазных токах вторичной цепи токи трехфазной первичной цепи также являются симметричными.
раз больше, чем трансформатора II. Обычно оба трансформатора выполняются с одинаковым числом вторичных витков, но первичные витки трансформатора I имеют ответвление на расстоянии количества витков от начала обмотки. При симметричных двухфазных токах вторичной цепи токи трехфазной первичной цепи также являются симметричными.
Р и с. 1.5. Преобразование трёхфазного тока в двухфазный:
а – трансформаторная схема; б – векторная диаграмма напряжений
первичных обмоток
1.3.2. Преобразователь трехфазной системы питания
в шести- и двенадцатифазную
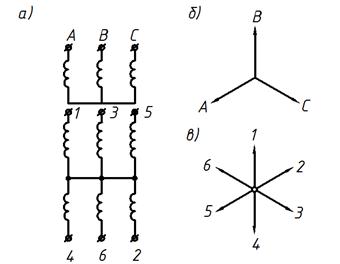
В ряде случаев требуется преобразовывать трехфазный ток в шести- и двенадцатифазный. Для преобразования в шестифазный ток используется трехстержневой трансформатор, на каждом стержне которого размещены одна фаза первичной обмотки и две одинаковые фазы вторичной. Вторичные обмотки могут быть соединены в две звезды (рис. 1.6), в замкнутый многоугольник или в зигзаг.
 |
Р и с. 1.6. Преобразование трёхфазной системы тока в шестифазную:
а – схема соединения обмоток трансформатора;
б – векторная диаграмма ЭДС первичной обмотки;
в – векторная диаграмма ЭДС вторичной обмотки
Для преобразования в двенадцатифазный ток используется соединение вторичных обмоток в двойной зигзаг (рис. 1.7). При этом число витков в ветви шестифазной части должно быть в 2,75 раза больше, чем двенадцатифазной. В случае симметричной нагрузки ток в шестифазной зоне в 1,93 раза больше, чем в двенадцатифазной. Двенадцатифазный ток может быть также получен с помощью двух трансформаторов трехфазного тока, преобразующих в шестифазный, у одного из которых первичная обмотка соединена звездой, а у другого – треугольником.
применяемых в радио и телевизионных устройствах
Трансформаторы нашли широкое применение в схемах радиоэлектроники. Особенность этих схем состоит в том, что в них нужно преобразовывать ток и напряжение в большом диапазоне частот, обычно от долей герца до сотен килогерц. Для возможности минимального искажения формы преобразуемого тока необходимо, чтобы характеристики трансформатора были линейными, а постоянная времени обмоток – наименьшей. Чтобы характеристики трансформатора имели линейную зависимость, уменьшают индукцию магнитопровода и шихтуют его из листов специальных ферромагнитных сплавов (например, пермалоя) или специальной трансформаторной электротехнической стали, имеющей малые потери, низкую остаточную индукцию, высокое значение индукции насыщения и большую магнитную проницаемость.
Вихревые токи в стали должны быть уменьшены, так как при высокой частоте они искажают форму выходных импульсов и вызывают значительное возрастание тока холостого хода. Вследствие эффекта вытеснения вихревые токи вызывают неравномерное распределение потока по сердечнику магнитопровода, что может привести к насыщению поверхностных слоев листов стали. Для уменьшения постоянной времени обмотки размещают таким образом, чтобы индуктивность рассеяния была наименьшей.
Р и с. 1.8. Преобразование трехфазного тока в шестифазный для питания
выпрямителей по схеме трансформатора с уравнительным реактором:
а – схема соединения обмоток трансформатора; б – изменение во времени ЭДС
вторичных обмоток и выпрямленного напряжения; в – изменение во времени тока
первичной обмотки; г – изменение во времени токов вторичной обмотки.
Развитие телевидения, радиолокации и импульсной радиосвязи привело к созданию специальных импульсных трансформаторов, предназначенных для преобразования сигналов, имеющих малую продолжительность и крутой фронт нарастания. Импульсные трансформаторы понижают или повышают напряжение импульсов и могут изменять их полярность. Часто импульсные трансформаторы выполняются многообмоточными. Мощность импульсов современных трансформаторов находится в диапазоне от нескольких ватт до 10 мВт. Длительность импульсов составляет от долей микросекунды до 1-2 микросекунд. При этом фронт нарастания импульса обычно весьма крутой, и время tt (рис. 1.9), в течение которого происходит нарастание импульса, очень мало. Кривая увеличения напряжения за время tt может рассматриваться как четверть периода некоторого периодического процесса, проходящего с очень большой частотой, при которой между обмотками и между витками одной обмотки возникают значительные емкостные связи. Учет емкостных связей в схеме замещения может быть приближенно произведен введением ветви, содержащей емкость С. В импульсном трансформаторе по емкостным связям может проходить значительный ток, в результате чего искажается форма фронта импульса и могут возникнуть колебания, которые накладываются на передаваемый импульс.
 Особенностью процессов в импульсном трансформаторе по сравнению с трансформаторами, работающими при промышленной и даже звуковой частоте, является сильное влияние емкостных связей, перемагничивания и вихревых токов.
Особенностью процессов в импульсном трансформаторе по сравнению с трансформаторами, работающими при промышленной и даже звуковой частоте, является сильное влияние емкостных связей, перемагничивания и вихревых токов.
1.5. Пик-трансформатор
Если трансформаторы, применяемые в радиоэлектронике, должны возможно более точно сохранять форму кривой передаваемого напряжения, то назначение пик-трансформатора состоит в изменении формы кривой напряжения. На выходе пик-трансформатора напряжение должно иметь острую пикообразную форму.
Для получения пикообразной формы ЭДС на вторичной обмотке необходимо, чтобы сцепленный с нею поток был бы уплощенным. Поэтому вторичную обмотку наматывают на стержень 2 (рис. 1.10), имеющий весьма малое сечение, который быстро насыщается. Первичную обмотку наматывают на имеющий большое сечение стержень 1, который через воздушный зазор шунтируется стержнем 3, имеющим также большое сечение. Стержни 1 и 3 не насыщаются.
Пик-трансформатор работает следующим образом. Пока стержень 2, на который намотана вторичная обмотка, не насытился, поток стержня 1 в основном замыкается по стержню 2,так как этот путь имеет меньшее магнитное сопротивление. После насыщения стержня 2 при дальнейшем увеличении потока стержня 1 он проходит только через воздушный зазор по ненасыщенному стержню 3.
 Изменение во времени потоков и ЭДС пик-трансформатора представлено на рис. 1.11. В любой момент времени поток Ф
Изменение во времени потоков и ЭДС пик-трансформатора представлено на рис. 1.11. В любой момент времени поток Ф в стержне 1 равен сумме потоков: Ф
в стержне 1 равен сумме потоков: Ф в насыщенном стержне 2 и Ф
в насыщенном стержне 2 и Ф в стержне 3 (рис. 1.12).
в стержне 3 (рис. 1.12).
Р и с. 1.10. Схема пик- Р и с. 1.11. Изменение во времени
трансформатора потоков и ЭДС пик-трансформатора
Пользуясь идеализированной картиной изменения потока Ф2 , проанализируем изменение ЭДС Е2 в обмотке, расположенной на насыщенном стержне 2 (см. рис. 1.13). Если бы стержень 2 не насыщался, то потоки Фи Ф2 изменялись бы по одному и тому же закону (кривая 1).В этом случае в обмотке 2 индуктировалась бы ЭДС (пунктирная кривая 2),фаза которой отстает на четверть периода от кривой 1 изменения потока. Вследствие насыщения стержня 2 поток Ф2 в течение времени, определяемого на рис. 1.13 углом  , остается неизменным (кривая 3). Поэтому в течение этого времени ЭДС Е2 равна нулю (кривая 4).Таким образом, ЭДС Е2 индуктируется только в промежутке времени, определяемом на рисунке углом
, остается неизменным (кривая 3). Поэтому в течение этого времени ЭДС Е2 равна нулю (кривая 4).Таким образом, ЭДС Е2 индуктируется только в промежутке времени, определяемом на рисунке углом  (кривая 4).
(кривая 4).
 Из рис. 1.13 следует, что
Из рис. 1.13 следует, что
 ,
,
где  – амплитудное значение индукции в стержнях 1 и 2; Si и S2 – сечение стержней 1 и 2.
– амплитудное значение индукции в стержнях 1 и 2; Si и S2 – сечение стержней 1 и 2.
Последнее выражение показывает, что ширина пика вторичного напряжения уменьшается при уменьшении сечения S2 стержня 2 и при увеличении индукции Вm1 стержня 1.
Р и с. 1.13. Идеализированная картина изменения потоков
и ЭДС пик-трансформатора
На рис. 1.13 видно, что величина пика вторичного напряжения равна амплитудному значению ЭДС:
 ,
,
откуда следует, что величина пика пропорциональна индукции Вm1 стержня 1, на котором намотана первичная обмотка.
Пик-трансформаторы широко применяются при регулировании, при выпрямлении и инвертировании переменного тока и в многоканальной телефонной связи.
1.6. Электромагнитный стабилизатор напряжения
Во многих схемах автоматики и радиоэлектроники необходимо поддерживать неизменное напряжение. Обычно напряжение сети имеет колебания в некоторых пределах. Для их устранения применяются стабилизаторы. В установках мощностью до 5 кВ·А часто используются электромагнитные стабилизаторы. К их достоинствам можно отнести низкую стоимость, простоту изготовления и надежность в работе. Их недостатком является плохая форма кривой стабилизированного напряжения и зависимость его величины от частоты сети и cos  нагрузки. В основном применяются два типа электромагнитных стабилизаторов напряжения: без емкости, работающие на принципе насыщения сердечника, и с емкостью, работающие на принципе резонанса токов или резонанса напряжений.
нагрузки. В основном применяются два типа электромагнитных стабилизаторов напряжения: без емкости, работающие на принципе насыщения сердечника, и с емкостью, работающие на принципе резонанса токов или резонанса напряжений.
 |
На рис. 1.14 представлена одна из возможных схем электромагнитного стабилизатора напряжения насыщенного типа. Магнитопровод стабилизатора трехстержневой. Один из крайних стержней имеет меньшее сечение, которое выбирают таким образом, чтобы его сталь была насыщена. На этом стержне намотана вторичная обмотка трансформатора. Первичная обмотка, присоединяемая к напряжению питающей сети Uu,намотана на среднем стержне. На другом крайнем стержне большого сечения намотана компенсационная обмотка К, имеющая небольшое число витков. Она соединена со вторичной обмоткой 2 последовательно таким образом, чтобы их ЭДС были направлены встречно. Напряжение U2 на выходе стабилизатора равно разности ЭДС, индуктируемых в обмотках 2 и К. Часто в стабилизаторах используется не трансформаторная, а автотрансформаторная схема. Стабилизатор работает следующим образом. При увеличении напряжения
 питающей сети на обмотке 1 поток в насыщенном стержне, на котором намотана обмотка 2, увеличивается незначительно, так как увеличение потока происходит в основном по пути ненасыщенного стержня, на котором намотана обмотка К. Однако некоторое увеличение ЭДС обмотки 2 имеет место, но оно компенсируется увеличением ЭДС на обмотке К. В результате напряжение
питающей сети на обмотке 1 поток в насыщенном стержне, на котором намотана обмотка 2, увеличивается незначительно, так как увеличение потока происходит в основном по пути ненасыщенного стержня, на котором намотана обмотка К. Однако некоторое увеличение ЭДС обмотки 2 имеет место, но оно компенсируется увеличением ЭДС на обмотке К. В результате напряжение  на выходе стабилизатора остается неизменным. ЭДС
на выходе стабилизатора остается неизменным. ЭДС  первичной обмотки имеет резко нелинейную зависимость от тока
первичной обмотки имеет резко нелинейную зависимость от тока  (кривая 1, рис. 1.15). Так как стержень, на кото
(кривая 1, рис. 1.15). Так как стержень, на кото  |
ром намотана обмотка 2, быстро насыщается, то ее ЭДС Е2 после насыщения увеличивается незначительно (кривая 2).ЭДС Ек компенсационной обмотки изменяется пропорционально току
 (кривая 4), так как сталь стержня, на который она намотана, не насыщена. Стабилизатор настраивают таким образом, чтобы угол
(кривая 4), так как сталь стержня, на который она намотана, не насыщена. Стабилизатор настраивают таким образом, чтобы угол  наклона кривой 4 к оси абсцисс был равен углу насыщенной части кривой 2 к оси абсцисс. Напряжение на выходе стабилизатора U2, равное разности ЭДС обмоток 2 и K, в широком диапазоне увеличения тока не изменяется (кривая 3). К.п.д. этих стабилизаторов обычно 40-60%.
наклона кривой 4 к оси абсцисс был равен углу насыщенной части кривой 2 к оси абсцисс. Напряжение на выходе стабилизатора U2, равное разности ЭДС обмоток 2 и K, в широком диапазоне увеличения тока не изменяется (кривая 3). К.п.д. этих стабилизаторов обычно 40-60%.
1.7. Электромагнитные преобразователи частоты
В некоторых схемах автоматического регулирования, измерительных устройств и для питания электроинструмента используются статические электромагнитные преобразователи частоты. В большинстве случаев применяются преобразователи, которые умножают частоту в два, три, шесть, восемь и девять раз. Наиболее распространенными являются удвоители и утроители частоты. Остальные умножители обычно получают путем каскадного соединения, при котором напряжение выхода одного усилителя подается на вход другого. Рассматриваемые умножители частоты работают по принципу насыщения.
Принцип работы удвоителя частоты основан на том, что при изменении потока, создаваемого переменным и постоянным током, магнитопровод дважды насыщается за один период изменения тока. В результате проходящий по этому магнитопроводу поток, который создается подмагничивающей обмоткой постоянного тока, пульсирует и наводит ЭДС двойной частоты.
Удвоитель частоты (рис. 1.16) состоит из двух однофазных трансформаторов I и II, каждый из которых имеет три обмотки: первичнуюобмотку 1, питаемую от сети переменного тока, подмагничивающую обмотку 2, питаемую от сети постоянного тока и выходную обмотку 3, к которой подсоединяется нагрузочное сопротивление zHr. В некоторых случаях подмагничивающую обмотку заменяют вставкой из постоянного магнита.
 Первичные обмотки, размещенные на разных сердечниках, соединены последовательно, а выходные – встречно. Поэтому ЭДС выходной обмотки не содержит первой и других нечетных гармоник. Так же, как и в магнитной системе трехстержневого МУ, магнитопроводы сердечников удвоителя частоты насыщаются, реагируя на каждую полуволну тока первичной обмотки. Вследствие этого поток, создаваемый обмоткой 2 постоянного тока, пульсирует с двойной частотой сети и наводит в выходной обмотке ЭДС двойной частоты.
Первичные обмотки, размещенные на разных сердечниках, соединены последовательно, а выходные – встречно. Поэтому ЭДС выходной обмотки не содержит первой и других нечетных гармоник. Так же, как и в магнитной системе трехстержневого МУ, магнитопроводы сердечников удвоителя частоты насыщаются, реагируя на каждую полуволну тока первичной обмотки. Вследствие этого поток, создаваемый обмоткой 2 постоянного тока, пульсирует с двойной частотой сети и наводит в выходной обмотке ЭДС двойной частоты.
 Для компенсации внутреннего индуктивного сопротивления последовательно с нагрузочным сопротивлением включают конденсатор С. Применение конденсаторов улучшает
Для компенсации внутреннего индуктивного сопротивления последовательно с нагрузочным сопротивлением включают конденсатор С. Применение конденсаторов улучшает  и делает стабильными внешние характеристики умножителей. Напряжение двойной частоты на выходной обмотке 3 регулируют изменением величины постоянного тока в подмагничивающей обмотке 2.
и делает стабильными внешние характеристики умножителей. Напряжение двойной частоты на выходной обмотке 3 регулируют изменением величины постоянного тока в подмагничивающей обмотке 2.
Утроители частоты работают на принципе использования третьей гармоники, возникающей при насыщении стального магнитопровода. Схема, показанная на рис. 1.17, может работать как утроитель частоты. Для этого в разрез нулевого провода должно быть включено нагрузочное сопротивление  . Во многих случаях включают компенсирующую емкость С. В качестве утроителя частоты можно также использовать схемы (рис. 1.18) трансформатора, первичная обмотка которого соединена в звезду без вывода нулевой точки. Витки выходной обмотки, по которой проходят токи тройной частоты, должны быть намотаны последовательно. На всех трех сердечниках к выходной обмотке подключают нагрузочное сопротивление и компенсирующую емкость С.
. Во многих случаях включают компенсирующую емкость С. В качестве утроителя частоты можно также использовать схемы (рис. 1.18) трансформатора, первичная обмотка которого соединена в звезду без вывода нулевой точки. Витки выходной обмотки, по которой проходят токи тройной частоты, должны быть намотаны последовательно. На всех трех сердечниках к выходной обмотке подключают нагрузочное сопротивление и компенсирующую емкость С.
 |
а б
Р и с. 1.18. Схема утроителя частоты:
а – при наличии выходной обмотки основной частоты;
б – без выходной обмотки основной частоты: 1 – первичная обмотка;
2 – вторичная обмотка основной частоты;
3 – выходная обмотка тройной частоты
Для лучшего использования магнитной системы кроме выходной обмотки 3 токов тройной частоты утроитель может также иметь вторичную трансформаторную обмотку 2, соединенную в звезду без вывода нулевой точки (рис. 1.18, а). В этом случае утроитель частоты совмещается с трансформатором и используются основная и третья гармоники потока.
В схеме (рис. 1.19) обмотки утроителя частоты намотаны на двух сердечниках. Первичные обмотки, размещенные на сердечниках I и II, соединены последовательно, а выходные обмотки 2 – встречно. Сердечник I насыщенный.
Сердечник II имеет воздушный зазор и является ненасыщенным. Поэтому в части выходной обмотки 2, которая намотана на стержне II, индуктируется только основная гармоника ЭДС, которая сдвинута на 180° по отношению к гармонике ЭДС, индуктируемой в части обмотки 2, расположенной на насыщенном сердечнике I.
В результате этого в выходной обмотке основные гармоники компенсируются. Третья гармоника остается некомпенсированной, и по нагрузочному сопротивлению zHr проходят токи тройной частоты. Полная компенсация первых гармоник возможна только при холостом ходе, так как при нагрузке угол сдвига между первыми гармониками ЭДС обмоток 2 отличен от 180°.
Контрольные вопросы
1. Какие достоинства и недостатки имеет автотрансформатор по сравнению с трансформатором?
2. Как в автотрансформаторе передается мощность из первичной сети во вторичную?
3. Чем отличается рабочий процесс понижающего автотрансформатора от повышающего?
4. Какое значение имеет электромагнитная мощность автотрансформатора, если его коэффициент трансформации k = 1?
5. Почему у автотрансформатора ток короткого замыкания больше, чем у трансформатора?
6. В результате чего ЭДС на вторичной обмотке пик-трансформатора имеет заостренную форму?
7. Каким образом можно увеличить высоту и ширину пика напряжения пик-трансформатора?
8. Каков принцип работы стабилизаторов напряжения?
9. Как влияет изменение частоты питающей сети и характера нагрузки на работу стабилизатора напряжения?
10. Какие гармоники тока используются для схем удвоителя и утроителя частоты?
11. Какие общие явления лежат в основе работы МУ и удвоителя частоты?
12. Какая частота тока получается на выходе каскадного соединения удвоителя и утроителя частоты?
2. СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ

 2.1. Общие сведения об электросварке
2.1. Общие сведения об электросварке
Электросваркой называется способ получения неразъемного соединения металлических деталей путем их местного нагрева до жидкого или пластического состояния с использованием для нагрева электрической энергии. Наиболее распространенные виды электросварки – дуговая и контактная.
При дуговой электросварке соединяемые детали обычно нагреваются вместе с присадочным материалом при помощи электрической дуги, температура в которой превышает 5000 °С. В зоне сварки создается ванночка расплавленного металла, которая при охлаждении затвердевает и образует сварной шов, прочно соединяющий свариваемые детали.
При контактной электросварке детали в месте соединения нагревают до оплавления (иногда – до пластического состояния) и сжимают с определенным усилием. Нагрев осуществляется теплом, которое выделяется в точках контакта между деталями при прохождении через них электрического тока. Присадочный материал не добавляется.
На предприятиях электромашиностроения установки электросварки применяют для сварки остовов генераторов и двигателей постоянного тока, приварки к остовам лап, изготовления сварных кожухов электрических машин, сварки крестовин и т. д. Электросварка широко используется при монтажных и ремонтных работах.
Дуговая сварка имеет несколько разновидностей. По особенностям использования электрической дуги различают сварку открытой дугой, закрытой дугой под слоем флюса, защищенной дугой в среде защитного газа. В зависимости от степени механизации и автоматизации процесса сварки говорят о ручной, полуавтоматической и автоматической сварке. Наконец, сварка может производиться на постоянном и на переменном токе однофазной и (реже) трехфазной дугой. Сварка на постоянном токе дороже и требует более сложного оборудования, но дает более высокое качество сварного шва.
Самое широкое применение для сварки черных металлов получила ручная электросварка открытой дугой с плавящимся электродом (рис. 2.1, а). Дуга, получая питание от источника 2 переменного или постоянного тока, горит в воздухе между свариваемыми деталями и электродом 3, который плавится в процессе сварки и участвует в образовании сварного шва. Электрод из проволоки, по химическому составу близкой к металлу свариваемых деталей, покрыт обмазкой. Она содержит вещества, которые образуют при расплавлении шлаки и газы, повышающие устойчивость дуги и в известной мере защищающие расплавленный металл от воздействия кислорода и азота воздуха.
 Ручная сварка открытой дугой с неплавящимся электродом (рис. 2.1, б) используется обычно при сварке деталей из цветных металлов и сплавов. В этом случае применяется источник постоянного тока. Дуга горит между свариваемыми деталями 1 и электродом 3 (угольным или графитовым). В зону сварки вводится присадочный пруток 4.
Ручная сварка открытой дугой с неплавящимся электродом (рис. 2.1, б) используется обычно при сварке деталей из цветных металлов и сплавов. В этом случае применяется источник постоянного тока. Дуга горит между свариваемыми деталями 1 и электродом 3 (угольным или графитовым). В зону сварки вводится присадочный пруток 4.
При автоматической и полуавтоматической сварке закрытой дугой под флюсом с плавящимся электродом (рис.2.1, в) дуга горит под находящимся на свариваемых деталях 1 слоем сыпучего вещества – флюса 6. Голая электродная проволока 3 автоматически подается в зону сварки через флюс с помощью подающего механизма 5. Дуга получает питание от источника 2 переменного или постоянного тока. При сварке под флюсом в зоне сварочной дуги под действием высокой температуры флюс расплавляется и образует своеобразный газовый пузырь. Оболочка 7 последнего надежно защищает расплавленный металл от действия кислорода и азота воздуха. При автоматической сварке автоматизируется и перемещение дуги вдоль свариваемых кромок; при полуавтоматической сварке это перемещение осуществляется вручную. Автоматическая сварка под флюсом дает высокое качество сварного соединения; ее производительность в 6-12 раз выше, чем ручной дуговой сварки.
 |
Р и с. 2.1. Разновидности дуговой сварки
Сварка защищенной дугой в среде защитного газахарактерна тем, что в зону сварки специально подают аргон, или смеси его с небольшим количеством активных газов (аргонодуговая сварка), или углекислый газ. Ручная аргонодуговая сварка неплавящимся электродом (рис. 2.1, г) на постоянном и переменном токе от источника 2 применяется при изготовлении конструкций из нержавеющих и жаропрочных сталей, цветных металлов и их сплавов, при сварке тонкого металла. Вольфрамовый электрод 3 помещен в газоэлектрическую горелку 8, к которой под давлением подводится газ из баллона. Вытекающая из сопла горелки струя газа 9 защищает в зоне сварки основной металл и металл присадочного прутка 4 от воздействия кислорода и азота воздуха. При автоматической и полуавтоматической сварке в среде аргона или углекислого газа используется плавящийся электрод (рис. 2.1, д). Неизолированная электродная проволока 3 при помощи механизма 5 непрерывно подается через горелку 8 в зону сварки, которая отделена от окружающего воздуха струей газа 9. Сварка в среде аргона производится как на переменном, так и на постоянном токе, сварка в среде углекислого газа (она применяется для сталей любого состава) – на постоянном токе. Сварка в среде углекислого газа для многих видов работ экономически эффективнее других способов сварки.
При питании сварочной дуги постоянным током свариваемые детали чаще всего соединяют с положительным полюсом источника, а электрод – с его отрицательным полюсом. Это – так называемая «прямая полярность» сварки. В дуге в области анода выделяется большее количество тепла, чем в области катода, поэтому при сварке с прямой полярностью большую долю тепла получают служащие анодом свариваемые детали, которые обычно массивнее электрода. Но в ряде случаев (при сварке тонких листов, некоторых цветных металлов, при сварке в среде углекислого газа и др.) применяют и «обратную полярность», когда электрод является анодом.
Оборудование для дуговой сварки используется и при резке и наплавке металлов, например, при ручной дуговой резке металлическим или угольным электродом открытой дугой, аргонодуговой резке и наплавке и т. п.
Контактная электросварка имеет следующие разновидности: стыковая сварка, точечная и роликовая (шовная). Сварку производят на контактных машинах переменным однофазным током большого значения (до тысяч и десятков тысяч ампер) при малых напряжениях (единицы вольт) или мощными однополярными импульсами тока (только для точечной и роликовой сварки).



 При стыковой сварке (рис. 2.2, а) детали сваривают по всей плоскости их касания. В зависимости от марки металла, площади сечения и требований к качеству соединения процесс стыковой сварки осуществляют по-разному. Для сравнительно малых сечений свариваемых деталей (до 300 мм2) применяют стыковую сварку сопротивлением. Заготовки с механически обработанными и зачищенными торцами устанавливают в стыковую машину и закрепляют усилием F3. После этого их прижимают одну к другой усилием осадки Fuc определенного значения и пропускают через них ток от трансформатора ТрС. При нагреве металла в зоне сварки до пластического состояния происходит осадка. Ток выключают еще до окончания осадки. При больших сечениях применяют стыковую сварку оплавлением. Ее производят в три стадии: предварительный подогрев, оплавление и окончательная осадка, или только в две последние стадии.
При стыковой сварке (рис. 2.2, а) детали сваривают по всей плоскости их касания. В зависимости от марки металла, площади сечения и требований к качеству соединения процесс стыковой сварки осуществляют по-разному. Для сравнительно малых сечений свариваемых деталей (до 300 мм2) применяют стыковую сварку сопротивлением. Заготовки с механически обработанными и зачищенными торцами устанавливают в стыковую машину и закрепляют усилием F3. После этого их прижимают одну к другой усилием осадки Fuc определенного значения и пропускают через них ток от трансформатора ТрС. При нагреве металла в зоне сварки до пластического состояния происходит осадка. Ток выключают еще до окончания осадки. При больших сечениях применяют стыковую сварку оплавлением. Ее производят в три стадии: предварительный подогрев, оплавление и окончательная осадка, или только в две последние стадии.
 |
б)
а б
Р и с. 2.2. Разновидности контактной сварки
Предварительный подогрев в зажимах машины выполняют периодическим смыканием и размыканием деталей при постоянно включенном токе. При этом происходит процесс прерывистого оплавления торцов. Затем детали непрерывно медленно сближают; заготовки прогреваются в глубину до пластического состояния, а на торцах возникает тонкий слой расплавленного металла, после чего резко увеличивают скорость сближения, осуществляя осадку небольшим усилием Foc. Стыковая сварка оплавлением дает более высокую прочность шва, не требует предварительной механической обработки, позволяет сваривать детали из разнородных металлов.
При точечной сварке листов (рис. 2.2, б)детали соединяют сваркой в отдельных местах, условно называемых точками. Заготовки устанавливают между электродами точечной машины и плотно сжимают усилием F. Включают ток, и заготовки быстро нагреваются, особенно в месте контакта – чечевицеобразной «точке» под электродами, где металл расплавляется и образуется сварная точка, диаметр которой обычно близок к диаметру электродов. После этого ток выключают и заготовки кратковременно выдерживают между электродами под действием усилия F. Точечная сварка применяется для соединения не только листовых заготовок между собой, но и листовых заготовок со стержнями или уголками, швеллерами и т. п. Свариваемые детали могут быть из однородных и из разнородных металлов. Толщина заготовок – от сотых долей миллиметра до 35мм. Разновидностью точечной сварки является так называемая рельефная сварка. Она характерна тем, что на одной из заготовок предварительно изготовляют выступы (рельефы) круглой, продолговатой или иной формы. Сварку осуществляют одновременно по всем рельефам или последовательно один за другим.
Роликовая сварка (рис. 2.2, в) заключается в том, что заготовки соединяют непрерывным прочноплотным сварным швом, который состоит из ряда последовательных точек, частично перекрывающих друг друга. Заготовки устанавливают в сварочной машине между роликами, один из которых ведущий, или между одним ведущим роликом и оправкой. На ролики действует усилие F механизма давления, и к ним подведен ток. Наиболее распространены два способа роликовой сварки: 1) прерывистым (импульсным) включением тока при непрерывном вращении роликов; 2) включением тока при неподвижных роликах и вращением роликов при выключенном токе (шаговая сварка).
2.2. Характеристики сварочной дуги
Статические вольт-амперные характеристики сварочной дуги, т. е. зависимости в установившемся процессе сварки напряжения дуги  от сварочного тока
от сварочного тока  (тока дуги), показаны на рис. 2.3 для трех различных значений длины дуги. В области I, т. е. при малых токах (например, до 100 А для ручной сварки открытой дугой), характеристика дуги падающая. При средних значениях тока (например, от 100 до 1000 А для ручной сварки открытой дугой и автоматической сварки под флюсом тонкой проволокой) напряжение дуги практически не зависит от тока (область II). В этом случае
(тока дуги), показаны на рис. 2.3 для трех различных значений длины дуги. В области I, т. е. при малых токах (например, до 100 А для ручной сварки открытой дугой), характеристика дуги падающая. При средних значениях тока (например, от 100 до 1000 А для ручной сварки открытой дугой и автоматической сварки под флюсом тонкой проволокой) напряжение дуги практически не зависит от тока (область II). В этом случае
 ,
,
где а и b – постоянные коэффициенты; l д – длина дуги. Значения обычно лежат в пределах 25-50 В для ручной сварки открытой дугой, 30-40 В для сварки под флюсом и 20-30 В для сварки в среде защитных газов.
 |
Р и с. 2.3. Статические вольт-амперные характеристики сварочной
дуги (Д) и внешние характеристики источника питания (И):
1 – короткая дуга; 2 – средняя дуга; 3 – длинная дуга
 При больших токах (свыше 1000 А для автоматической сварки под флюсом толстой проволокой), т.е. в области III, дуга имеет возрастающую характеристику. Для сварки в среде защитных газов эта область характеристики начинается при значительно меньших токах.
При больших токах (свыше 1000 А для автоматической сварки под флюсом толстой проволокой), т.е. в области III, дуга имеет возрастающую характеристику. Для сварки в среде защитных газов эта область характеристики начинается при значительно меньших токах.
Сварочная дуга переменного тока менее устойчива, чем дуга постоянного тока. В каждый полупериод переменного тока дуга угасает и вновь зажигается (восстанавливается). Перерывы в горении дуги будут тем меньше, чем выше напряжение холостого хода источника (при прочих равных условиях).
Для сварки открытой дугой напряжение зажигания U3 связано с напряжением дуги зависимостью
 .
.
При сварке на больших токах под флюсом U3 мало отличается от 1/л.
2.2.1. Требования к источникам питания сварочной дуги
Устойчивость дуги в процессе сварки зависит от соответствия внешней характеристики источника  форме статической характеристики дуги
форме статической характеристики дуги  в данном процессе. Внешняя характеристика И источника (рис. 2.3) может быть круто падающей (кривая г),полого падающей (кривая б)и жесткой (кривая в).
в данном процессе. Внешняя характеристика И источника (рис. 2.3) может быть круто падающей (кривая г),полого падающей (кривая б)и жесткой (кривая в).
Для ручной дуговой сварки, ряда режимов автоматической сварки под флюсом и некоторых видов сварки в среде защитных газов внешняя характеристика источника должна быть круто падающей. Чем круче характеристика а в рабочей части (точка М на рис. 2.3), тем меньше колебания тока при изменении длины дуги. При таких характеристиках напряжение холостого хода источника  , которое по условиям техники безопасности не должно превышать 90 В, всегда больше напряжения дуги , что облегчает первоначальное и повторное зажигания дуги, особенно при сварке на переменном токе. Кроме того, ограничивается ток КЗ
, которое по условиям техники безопасности не должно превышать 90 В, всегда больше напряжения дуги , что облегчает первоначальное и повторное зажигания дуги, особенно при сварке на переменном токе. Кроме того, ограничивается ток КЗ  который по отношению к рабочему току
который по отношению к рабочему току  должен находиться в пределах
должен находиться в пределах
При автоматической сварке под флюсом тонкой проволокой в большинстве случаев используется полого падающая характеристика источника б. При сварке в среде защитных газов на постоянном токе для режимов, когда статическая характеристика 2 дуги возрастающая (точка N), целесообразно применение источника с жесткой характеристикой в.
Источники сварочного тока должны обеспечивать возможность настройки различных режимов сварки, т.е. установления выгоднейшего значения рабочего тока  при заданном напряжении дуги . Поэтому источники тока выполняются регулируемыми, позволяя в определенном диапазоне изменений тока и напряжения получить семейство внешних характеристик с плавным или ступенчатым переходом с одной характеристики на другую.
при заданном напряжении дуги . Поэтому источники тока выполняются регулируемыми, позволяя в определенном диапазоне изменений тока и напряжения получить семейство внешних характеристик с плавным или ступенчатым переходом с одной характеристики на другую.
Источники тока в установках ручной дуговой сварки предназначаются для работы с одним сварочным постом (однопостовые) или для работы с несколькими постами (многопостовые). Источники для многопостовой сварки должны иметь жесткие внешние характеристики. Каждый пост подключается при этом через свой балластный реостат. Источник питания должен быть рассчитан на определенную номинальную нагрузку , при которой он может работать, не перегреваясь выше допустимых норм.
Режим работы источника для ручной сварки характеризуется продолжительностью работы ПР – отношением времени сварки  ко времени цикла
ко времени цикла  , где
, где

 tП – время пауз. Обычно ПР выражают в процентах:
tП – время пауз. Обычно ПР выражают в процентах:

Условно за номинальный режим принимают для однопостовых источников  мин,
мин,  мин. Тогда
мин. Тогда  = 60%. Для многопостовых источников
= 60%. Для многопостовых источников 
а б в г
Р и с. 2.4.Схема устройства сварочных трансформаторов
Номинальный режим работы источников для автоматической и полуавтоматической сварки устанавливают при продолжительности включения  = 60 или 100%, которая определяется так же, как и ПР, но при ПВ
= 60 или 100%, которая определяется так же, как и ПР, но при ПВ считается, что в периоды пауз источник отключается от сети питания, и время цикла равно 10 мин.
считается, что в периоды пауз источник отключается от сети питания, и время цикла равно 10 мин.
2.3.Основы теории и конструкции
сварочных трансформаторов
Основными источниками питания для сварки на переменном токе служат однофазные сварочные трансформаторы с первичным напряжением 220 или 380 В. Однопостовые трансформаторы с падающими характеристиками подразделяются на две группы: трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой – дросселем; трансформаторы с повышенным магнитным рассеянием. Трансформаторы второй группы можно разделить на три основных типа: трансформаторы с подвижными катушками, трансформаторы с магнитным шунтом, трансформаторы с витковым (ступенчатым) регулированием. Схемы устройства современных однопостовых сварочных трансформаторов показаны на рис. 2.4.
В трансформаторах с нормальным магнитным рассеянием и дополнительной реактивной катушкой (рис. 2.4, а) имеется общий магнитопровод с тремя обмотками: первичной 1, вторичной 5 и реактивной 3. Верхняя часть магнитопровода разъемная и имеет подвижный магнитный шунт 4. Изменением положения шунта, т. е. величины зазора в магнитопроводе, можно регулировать вторичный (сварочный) ток. Чем больше зазор, тем большим будет и ток. Перемещение шунта производится электроприводом с дистанционным управлением. По такой схеме изготовляются трансформаторы типов ТСД (на 500, 1000 и 2000 А) и СТ (на 1000 и 2000 А). Эти трансформаторы (за исключением ТСД-500) имеют несколько ступеней изменения напряжения холостого хода  путем переключения отпаек вторичной обмотки и предназначены для автоматической сварки под флюсом. Трансформатор ТСД-500 на номинальный ток 500 А при ПВ
путем переключения отпаек вторичной обмотки и предназначены для автоматической сварки под флюсом. Трансформатор ТСД-500 на номинальный ток 500 А при ПВ = 60% с = 80 В и пределах регулирования сварочного тока от 200 до 600 А используется также и для ручной дуговой сварки.
= 60% с = 80 В и пределах регулирования сварочного тока от 200 до 600 А используется также и для ручной дуговой сварки.
В трансформаторах с подвижными катушками (рис. 2.4, б) для регулирования сварочного тока изменяют расстояние между первичной (неподвижной) 1 и вторичной обмоткой 5. Катушки вторичной обмотки скользят по стержням магнитопровода 2. При сближении обмоток 5 и 1 индуктивность рассеяния уменьшается, что приводит к увеличению сварочного тока. Катушки вторичной обмотки перемещаются вручную при помощи винтового механизма. На таком принципе построено большинство выпускаемых в настоящее время сварочных трансформаторов (типов ТС на токи от 120 до 500 А, ТСК и ТД на токи 300 и 500 А).
Трансформаторы типов ТД-303 (рис. 2.5) и ТД-504 имеют переключатель диапазонов, при помощи которого катушки обеих обмоток переключаются с параллельного соединения на последовательное; 

 это дает два диапазона изменения сварочного тока. Например, трансформатор ТД-504 на номинальный ток 500 А (при ПР=60%) в диапазоне I позволяет при =60 В регулировать сварочный ток от 240 до 750 А, в диапазоне II при =70 В – oт 75 до 240 А. Номинальное вторичное напряжение
это дает два диапазона изменения сварочного тока. Например, трансформатор ТД-504 на номинальный ток 500 А (при ПР=60%) в диапазоне I позволяет при =60 В регулировать сварочный ток от 240 до 750 А, в диапазоне II при =70 В – oт 75 до 240 А. Номинальное вторичное напряжение  =30 В.
=30 В.
Трансформаторы типов ТС и ТСК (последние отличаются от трансформаторов типа ТС наличием конденсаторов, включенных параллельно первичным обмоткам для повышения  ), а также типа ТД предназначены для ручной дуговой сварки.
), а также типа ТД предназначены для ручной дуговой сварки.
В трансформаторах с магнитным шунтом (рис. 2.4, в) изменение индуктивного сопротивления рассеяния производится при помощи магнитного шунта 4, расположенного в окне магнитопровода 2 между разнесенными катушками первичной 1 и вторичной 5 обмоток. При уменьшении зазора между сердечником и шунтом сварочный ток уменьшается. На этом принципе устроены трансформаторы типа СТШ на токи 250, 300 и 500 А. Некоторые из этих трансформаторов имеют переключатель соединения катушек обмоток 1 и 5 спараллельного на последовательное, а также устройство, обеспечивающее отключение трансформатора от сети через 0,5-1 с после прекращения процесса сварки. Трансформаторы типа СТШ предназначены для ручной дуговой сварки и автоматической сварки под флюсом.
 |
Трансформаторы с магнитным шунтом, подмагничиваемым постоянным током (см. рис. 2.4, г), имеют в окне магнитопровода 2 между катушками 1 и 5 шунт 4,на котором размещена обмотка подмагничивания 6. Изменяя ток  в этой обмотке, можно регулировать индуктивное сопротивление рассеяния основных обмоток. При = 0 это сопротивление минимально и сварочный ток наибольший. Увеличение приводит к уменьшению сварочного тока. Подобную конструкцию имеют трансформаторы типов ТДФ-1001 и ТДФ-1601 (соответственно на 1000 и 1600 А при ПВНОМ = 100%) для автоматической сварки под флюсом. Трансформаторы позволяют осуществить ступенчато-плавное регулирование сварочного тока. Ступенчатое регулирование достигается переключением катушек 5 вторичной обмотки, плавное – изменением тока
в этой обмотке, можно регулировать индуктивное сопротивление рассеяния основных обмоток. При = 0 это сопротивление минимально и сварочный ток наибольший. Увеличение приводит к уменьшению сварочного тока. Подобную конструкцию имеют трансформаторы типов ТДФ-1001 и ТДФ-1601 (соответственно на 1000 и 1600 А при ПВНОМ = 100%) для автоматической сварки под флюсом. Трансформаторы позволяют осуществить ступенчато-плавное регулирование сварочного тока. Ступенчатое регулирование достигается переключением катушек 5 вторичной обмотки, плавное – изменением тока  , для чего обмотка 6 питается от однофазного тиристорного выпрямителя.
, для чего обмотка 6 питается от однофазного тиристорного выпрямителя.
У трансформаторов с витковым регулированием (например, типа ТСП-1 на 180 А при ПР=50%) вторичная обмотка секционирована, а повышенное рассеяние достигается размещением первичной и большей части вторичной обмотки на разных стержнях.
Все сварочные трансформаторы имеют естественное воздушное охлаждение и заключены в металлический кожух, установленный на двух или четырех катках или на двух полозьях (рис. 2.5).
2.4. Осциллятор
Осциллятор предназначен для питания сварочной дуги токами высокой частоты и высокого напряжения параллельно со сварочным трансформатором, что облегчает зажигание дуги и повышает ее устойчивость. Мощность осциллятора составляет всего 100-250 Вт. Частота тока 150-260 кГц и напряжение 2-3 кВ дают возможность зажигать дугу даже без соприкосновения электрода с деталью. В то же время ток такой частоты и напряжения безопасен для человека.
 |
Р и с. 2.6. Электрическая схема осциллятора
Схема осциллятора (рис. 2.6) содержит: низкочастотный повышающий трансформатор Тр1 высокочастотный трансформатор Тр2 с обмотками, имеющими катушки индуктивности L1 и L2; разрядник Рк; конденсаторы С1 и С2. Напряжение вторичной обмотки Tp1, изменяясь по синусоиде, заряжает конденсатор С1 и при некотором своем значении вызывает пробой разрядника Рк. В результате колебательный контур L1, С1 оказывается практически закороченным и в нем возникают затухающие колебания высокой частоты. Через обмотку L2 и защитный конденсатор С2 эти колебания прикладываются к дуговому промежутку. Такую схему включения осциллятора называют параллельной, поскольку колебательный контур осциллятора по отношению к дуге включен параллельно с источником питания – сварочным трансформатором ТрС. Конденсаторы С включены в первичную цепь трансформатора Tp1 для уменьшения помех радиоприему.
Осцилляторы применяют при сварке дугой малой мощности, при ручной аргонодуговой сварке неплавящимся электродом, при значительном падении напряжения в силовой сети 380 В и в ряде других случаев.
3. ИЗМЕРИТЕЛЬНЫЕ ТРАНСФОРМАТОРЫ
3.1. Измерительные трансформаторы
напряжения и тока (общие сведения)
Измерительные трансформаторы применяются для расширения пределов измерения электроизмерительных приборов в цепях переменного тока и обеспечения безопасности обслуживания последних в сетях высокого напряжения. Кроме того, измерительные трансформаторы используются для включения приборов релейной защиты.
Измерительный трансформатор напряжения применяется при измерениях в сетях переменного тока напряжением свыше 220 В.Трансформатор напряжения представляет собой понижающий трансформатор (рис. 3.1, а) с таким отношением витков в первичной и во вторичной обмотках, чтобы при номинальном первичном напряжении вторичное напряжение составляло 100 В. Во вторичную цепь трансформатора напряжения включаются вольтметры, частотомеры и обмотки напряжения ваттметров, счетчиков энергии и фазометров. Так как электрическое сопротивление этих приборов велико (порядка тысяч Ом), то трансформатор напряжения обычно работает в режиме, близком к режиму холостого хода. Это дает возможность пренебречь падением напряжения в обмотках и принять
 ;
;  ;
;
а так как , то напряжение в первичной обмотке
, то напряжение в первичной обмотке
 .
.
Здесь К н – коэффициент трансформации трансформатора напряжения.
Измерительные трансформаторы изготавливаются однофазными и трехфазными на первичное напряжение от 380 до 400 000 В. В трехфазных измерительных трансформаторах напряжения применяется группа соединения 12.
При напряжении до 3000 Втрансформаторы напряжения делаются сухими.
 |
Р и с. 3.1. Схемы измерительных трансформаторов
напряжения (а) и тока (б)
При напряжениях более 3000 Втрансформаторы напряжения делаются масляными, что необходимо для большей электрической прочности изоляции обмоток.
В целях безопасности один из выводов вторичной обмотки и кожух трансформатора напряжения заземляются. Измерительный трансформатор токаприменяется для включения амперметров и обмоток тока ваттметров, счетчиков энергии и фазометров.
Первичная обмотка трансформатора тока выполняется из провода большого сечения и включается в сеть последовательно (рис. 3.1, б). Количество витков в обмотках трансформатора выбирается таким, чтобы при номинальном токе в первичной обмотке ток во вторичной цепи был 5 А.
Так как электрическое сопротивление приборов, включаемых во вторичную цепь, незначительно, то режим работы трансформатора тока близок к режиму короткого замыкания, при котором магнитный поток в магнитопроводе настолько мал, что им можно пренебречь. Тогда, по аналогии с уравнением токов, для опыта короткого замыкания можно записать следующее равенство для трансформатора тока:
 ,
,
откуда
 ,
,
где  – коэффициент трансформации трансформатора тока.
– коэффициент трансформации трансформатора тока.
При включении трансформатора тока в сеть заземляются кожух и один вывод вторичной обмотки.
Если во время работы трансформатора тока разомкнуть его вторичную обмотку, то ток в ней станет равным нулю, а первичный ток останется прежним. При этом он будет полностью намагничивающим и вызовет значительное увеличение магнитного потока. Магнитные потери возрастут пропорционально квадрату потока, что приведет к перегреву магнитопровода, опасному для целости изоляции. В итоге это может привести электрическую линию к короткому замыканию на землю. Кроме того, ЭДС вторичной обмотки возрастет пропорционально магнитному потоку и достигнет значений, опасных для обслуживающего персонала. Поэтому размыкание вторичной цепи трансформатора тока при наличии тока в первичной обмотке является недопустимым. При необходимости отключения прибора нужно зажимы вторичной обмотки трансформатора тока замкнуть накоротко.
 3.2. Трансформаторы тока
3.2. Трансформаторы тока
3.2.1. Общие сведения
Для удобства измерения тока в установках высокого напряжения и изоляции измерительных приборов и устройств релейной защиты от высокого напряжения служат трансформаторы тока (ТТ). ТТ имеет замкнутый магнитопровод с двумя обмотками. Через первичную обмотку пропускается измеряемый ток, вторичная обмотка подключается к измерительным приборам или реле. Первичная обмотка изолирована от вторичной в соответствии с классом изоляции аппарата. Один вывод вторичной обмотки обязательно заземляется.
В случае повреждения изоляции приборы и реле остаются под потенциалом земли. Схема включения трансформатора тока ТА показана на рис. 3.2, а. В цепь вторичной обмотки включаются измерительные приборы или реле, являющиеся нагрузкой ТТ (R2, Х2, Z2).Ток в первичной обмотке ТТ определяется сопротивлением  ,которое на несколько порядков выше, чем входное сопротивление ТТ при любом сопротивлении нагрузки Z2. Для анализа работы ТТ целесообразно перейти от схемы замещения с магнитной связью обмоток (рис. 3.2, 6) к схеме замещения с электрической связью обмоток (рис. 3.2, в). При этом параметры ТТ приводятся ко вторичной обмотке. На этой схеме
,которое на несколько порядков выше, чем входное сопротивление ТТ при любом сопротивлении нагрузки Z2. Для анализа работы ТТ целесообразно перейти от схемы замещения с магнитной связью обмоток (рис. 3.2, 6) к схеме замещения с электрической связью обмоток (рис. 3.2, в). При этом параметры ТТ приводятся ко вторичной обмотке. На этой схеме  – параметры первичной обмотки, приведенные ко вторичной обмотке; r2 – активное сопротивление вторичной обмотки, х2 – индуктивное сопротивление вторичной обмотки; R2, X2 – параметры нагрузки и
– параметры первичной обмотки, приведенные ко вторичной обмотке; r2 – активное сопротивление вторичной обмотки, х2 – индуктивное сопротивление вторичной обмотки; R2, X2 – параметры нагрузки и  – параметры ветви намагничивания. В качестве коэффициента приведения параметров схемы ко вторичной обмотке применено отношение числа витков
– параметры ветви намагничивания. В качестве коэффициента приведения параметров схемы ко вторичной обмотке применено отношение числа витков . При таком коэффициенте приведения значение х2 может быть отрицательным. Параметр х2 в Т-образной схеме замещения является чисто расчетным, и отрицательный знак не имеет физического смысла.
. При таком коэффициенте приведения значение х2 может быть отрицательным. Параметр х2 в Т-образной схеме замещения является чисто расчетным, и отрицательный знак не имеет физического смысла.
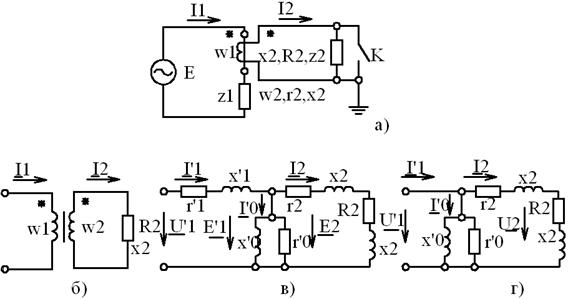 |
Р и с. 3.2.Схемы включения и замещения трансформатора тока
Поскольку  и
и  включены последовательно с большим сопротивлением, то на работу ТТ они не влияют и схема замещения принимает вид, показанный на рис. 3.2, г.
включены последовательно с большим сопротивлением, то на работу ТТ они не влияют и схема замещения принимает вид, показанный на рис. 3.2, г.
Основными параметрами ТТ являются следующие.
1. Номинальное напряжение – линейное напряжение энергосистемы, в которой ТТ должен работать. Это напряжение определяет изоляцию между первичной обмоткой, находящейся под высоким потенциалом, и вторичной, один конец которой заземлен.
2. Номинальный первичный и вторичный токи  – длительные токи, которые аппарат может пропускать. ТТ обычно имеют запас по нагреву и позволяют длительно пропускать токи, которые примерно на 20% выше номинального значения. Номинальный вторичный ток ТТ принимается равным 1 или 5 А.
– длительные токи, которые аппарат может пропускать. ТТ обычно имеют запас по нагреву и позволяют длительно пропускать токи, которые примерно на 20% выше номинального значения. Номинальный вторичный ток ТТ принимается равным 1 или 5 А.
3. Номинальный коэффициент трансформации – отношение номинальных значений первичного и вторичного токов:

Действительный коэффициент трансформации не равен номинальному вследствие погрешности, вызываемой потерями в трансформаторе.
4. Токовая погрешность в процентах определяется выражением

 где I 2 – вторичный ток;
где I 2 – вторичный ток;  – первичный приведенный ток.
– первичный приведенный ток.
В соответствии с ГОСТ 7746–78 приняты следующие условные положительные направления токов: первичного тока – ток втекает в начало первичной обмотки, вторичного – ток вытекает из начала вторичной обмотки (рис. 3.2, б). Обе обмотки намотаны в одну сторону. При таком положительном направлении токов в ТТ без погрешностей векторы вторичного  и первичного
и первичного  токов совпадают по фазе. В реальном ТТ между векторами и I 2 существует угол, который называется угловой погрешностью и измеряется в минутах. Если вторичный ток опережает первичный, то погрешность по углу положительная. Угловую погрешность необходимо учитывать при определении активной мощности цепи, равной UI cos
токов совпадают по фазе. В реальном ТТ между векторами и I 2 существует угол, который называется угловой погрешностью и измеряется в минутах. Если вторичный ток опережает первичный, то погрешность по углу положительная. Угловую погрешность необходимо учитывать при определении активной мощности цепи, равной UI cos , где – угол между током
, где – угол между током  и напряжением
и напряжением  , а также при измерениях энергии и в ряде релейных защит, работа которых зависит от угла . Классы точности и нормированы. Класс точности трансформатора определяется его погрешностью по току в процентах при первичном токе, равном 100-120%
, а также при измерениях энергии и в ряде релейных защит, работа которых зависит от угла . Классы точности и нормированы. Класс точности трансформатора определяется его погрешностью по току в процентах при первичном токе, равном 100-120%  .
.
В зависимости от погрешности по ГОСТ 7746–78 различают классы точности 0,2; 0,5; 1; 3; 5; 10.
Наряду с токовой и угловой погрешностью ГОСТ 7746–78 предусмотрена полная погрешность  , %; она характеризует относительный намагничивающий ток:
, %; она характеризует относительный намагничивающий ток:
где – действующее значение первичного тока; i2 – мгновенное значение вторичного тока;  – мгновенное значение первичного тока; Т – период частоты переменного тока (0,02 с).
– мгновенное значение первичного тока; Т – период частоты переменного тока (0,02 с).
5. Номинальная нагрузка ТТ – сопротивление нагрузки  , Ом, при котором ТТ работает с заданным классом точности при номинальном значении
, Ом, при котором ТТ работает с заданным классом точности при номинальном значении  =0,8. Иногда применяется понятие номинал:
=0,8. Иногда применяется понятие номинал:

Поскольку значение тока  стандартизовано, то номинальное сопротивление нагрузки однозначно определяет и номинальную мощность трансформатора.
стандартизовано, то номинальное сопротивление нагрузки однозначно определяет и номинальную мощность трансформатора.
6. Номинальная предельная кратность – кратность первичного тока по отношению к его номинальному значению, при которой полная погрешность достигает 5 или 10%. Соответственно, ТТ имеют класс точности 5Р и 10Р. Нагрузка и ее коэффициент мощности должны быть номинальными.
7. Максимальная кратность вторичного тока – отношение наибольшего вторичного тока к его номинальному значению при номинальной вторичной нагрузке. Максимальная кратность вторичного тока определяется насыщением магнитопровода, когда дальнейшее возрастание первичного тока не ведет к возрастанию потока.
В аварийном режиме ТТ обтекаются током КЗ и их обмотки подвергаются воздействию больших токов.
8. Динамическая стойкость ТТ (кратность) определяется отношением допустимого ударного тока КЗ к амплитуде номинального первичного тока.
9. Термическая стойкость (кратность) задается отношением допустимого в течение 1 с тока КЗ к номинальному значению первичного тока.
Так как ток первичной обмотки задается сетью, то наибольшим термическим и динамическим воздействиям подвергается первичная обмотка. Вторичный ток часто ограничивается насыщением магнитопровода, и поэтому вторичная обмотка работает в облегченных условиях.
3.2.2. Погрешности ТТ, зависимость погрешностей
от различных факторов
3.2.2.1. Зависимость погрешности от первичного тока
В процессе работы первичный ток ТТ изменяется в широких пределах – примерно от 5%  до тока КЗ. Ради упрощения можно положить, что sin
до тока КЗ. Ради упрощения можно положить, что sin . Тогда
. Тогда
 .
.
Так как  , то
, то 
При изменении первичного тока изменяется только проницаемость  .
.
Если , то
, то  , т.е. с ростом первичного тока индукция в магнитопроводе растет линейно.
, т.е. с ростом первичного тока индукция в магнитопроводе растет линейно.
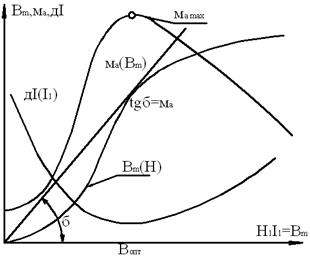
 Абсолютная магнитная проницаемость материала
Абсолютная магнитная проницаемость материала  и индукция Вт связаны кривой
и индукция Вт связаны кривой  на рис. 3.3. На том же рисунке приведена кривая Вт(Н). С ростом первичного тока вначале увеличивается и погрешность падает, достигая при
на рис. 3.3. На том же рисунке приведена кривая Вт(Н). С ростом первичного тока вначале увеличивается и погрешность падает, достигая при  минимального значения. При дальнейшем росте первичного тока проницаемость падает из-за насыщения магнитопровода, а погрешность
минимального значения. При дальнейшем росте первичного тока проницаемость падает из-за насыщения магнитопровода, а погрешность  увеличивается.
увеличивается.
ТТ не должен иметь больших погрешностей при номинальном токе и токе

