 2014-02-24
2014-02-24 554
554В качестве примера рассмотрим организацию рабочего места в литьевом цеху ( рис.1 ).
Рекомендуются два варианта организации рабочих мест: из двух литьевых машин и из трех литьевых машин, на которых работа осуществляется в полуавтоматическом режиме (в качестве примера на рисунке показан первый вариант).
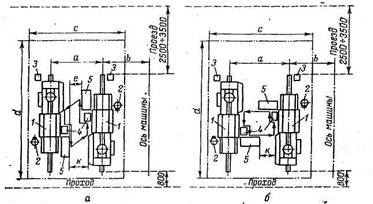 |
Рис. 1. Расположение двух литьевых машин и оргоснастки на рабочем месте (а – рекомендуемое; б – допустимое):
1 – литьевая машина; 2 – термостатирующий агрегат; 3 – пневмо-загрузчик; 4 – лоток для полуфабрикатов (готовой продукции); 5 – стол рабочий.
Основными параметрами, характеризующими рабочие места для литьевых машин, являются:
- расстояние между осями машин в зоне обслуживания – (а);
- расстояние между осями машин с тыльной стороны – (в);
- габаритные размеры рабочего места – длина (d) и ширина (с).
Расстояние (а) ограничивается шириной прохода в зоне обслу-живания (к) – не менее 800 мм, а также расстоянием между рабочи-ми столами или столом и электрошкафом (е) (при этом а должно быть не менее 1200 мм).
Габаритные размеры рабочего места определяются:
(с) – расстоянием между осями машин;
(d) – суммой длины оборудования, половины ширины прохода и половины ширины проезда.
Ширина проезда может быть различной в зависимости от вида средств механизации и грузоподъемности, но не менее 2500 ммдляодностороннего проезда и 3500 мм для двустороннего. Ширина прохода может быть также разной, но не менее 800 мм. Для рабочих мест из трех литьевых машин, при обслуживании которых литейщик в течение каждого цикла должен ходить по проходу, ширина прохода должна быть увеличена на 600 мм.








