 2014-02-24
2014-02-24 1594
1594Выполняют проверку правильности расчетов по формулам
Определяют предельные отклонения оставшегося неизвестным звена по формулам
ESAi = EcA i + 0,5TA i , EIAi = EcA i – 0,5TA i.
 |
++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++
l Припуском называют слой материала, удаленный в процессе механической обработки заготовки для достижения требуемой точности и качества обрабатываемой поверхности.
l Различают припуски промежуточные (Zi) и общие (ZО).
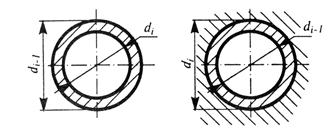
l Промежуточный припуск (припуск на данную операцию или переход) – слой металла, который должен быть удален во время данной операции или перехода. Промежуточный припуск определяют как разность размеров заготовки, полученных на смежном предшествующем переходе. При обозначении припусков используются следующие индексы: (i-1) – индекс для предшествующего перехода; i – индекс для выполняемого перехода.
l Промежуточные припуски для наружных и внутренних поверхностей вращения (см. рисунок) рассчитываются по следующим формулам:

 2, 2,
2, 2,
где Zi – припуск на сторону.
Припуски измеряются по нормали к обработанной поверхности. Они могут быть несимметричными (на одну сторону) при изготовлении призматических деталей и симметричными (на обе стороны) чаще всего на диаметр при обработке тел вращения.
l Общий припуск равен сумме промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности
Общий припуск равен сумме промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности
l Общий припуск определяют как разность размеров заготовки и готовой детали. Он зависит от ряда факторов: типа производства, размеров и конструктивных форм заготовки, свойств, ее материала, вида заготовки (поковка, отливка), ее жесткости, толщины дефектного поверхностного слоя, состояния оборудования, на котором ведут обработку.
l Припуски следует назначать оптимальными. Завышенные припуски приводят к излишнему расходу материала, возрастанию трудоемкости механической обработки, повышению эксплуатационных расходов станочной обработки (расход инструмента, электроэнергии и др.). Недостаточные припуски могут препятствовать исправлению погрешностей от предшествующей обработки и получению необходимой точности и шероховатости обработанной поверхности на выполняемой операции.
l Правильно выбранный припуск обеспечивает устойчивую работу оборудования при достижении высокого качества продукции, а также минимальную себестоимость продукции.

