 2014-02-09
2014-02-09 934
934Обработка резанием, как распространенная технологическая операция, широко применяется на судах при ремонте СТС. Однако для достижения наибольшей эффективности работ и минимизации их трудоемкости важную роль играет правильный выбор 2-х факторов:
• состава и последовательности выполнения технологических операций -т.е. маршрутной технологии;
• совокупности контролируемых в ходе выполнения операции параметров, обеспечивающих получение изделия заданного качества - т.е. режима технологических операций.
В промышленности и береговых судоремонтных предприятиях эти факторы определяются технологическими инструкциями, которые на судах, к сожалению, отсутствуют. Поэтому экипажам приходится руководствоваться менее конкретными техническими указаниями на ремонт того или иного узла, в которых учитывается только маршрутная технология.
Таким образом, судовому экипажу в лучшем случае приходится самостоятельно выбирать режимы технологических операций, а в худшем - и маршрут, и режимы. При этом у него нет права на ошибку, так как от результата работы может зависеть сохранность груза и жизнь экипажа.
Рассматривая обработку резанием как процесс взаимодействия режущего клина с материалов заготовки, ее режим можно представить в общем виде как сумму 3-х групп элементов (рис. 3.20).
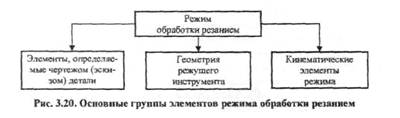
Изучение чертежа (эскиза) отказавшей детали, с учетом технических характеристик оборудования СММ (см. п. 3.1.2), позволяет:
• путем сопоставления габаритов определить, в принципе, возможность ее установки на станок и обработки;
• если обработка возможна, то выбрать конструктивные размеры режущего и измерительного инструмента (например, длину державки резца для расточки).
После этого нужно перейти к выбору элементов 2-х оставшихся групп – геометрии режущего инструмента и кинематических элементов режима.








