 2014-02-09
2014-02-09 760
760Несмотря на значительно большую твердость материала режущего инструмента в сравнении с материалом заготовки, в результате трения стружки о переднюю поверхность инструмента и его главной задней поверхности об обработанную поверхность заготовки происходит изнашивание режущего инструмента. При этом его механизм может быть различным (абразивное, адгезионное, окислительное и др.).
В зависимости от условий обработки все виды изнашивания могут протекать одновременно или может доминировать какой-либо из них. Однако в любом случае размеры и форма режущей части инструмента будут изменяться (рис. 3.18). На передней поверхности в результате большого давления стружки образуется лунка износа шириной Ъ. Хотя особого влияния на процесс резания она не оказывает, для снижения этого давления и вида износа при заточке инструмента часто делают канавку.

Износ по задней поверхности  является лимитирующим, так как влияет на точность обработки. Так, нежелательное увеличение диаметра обработанной поверхности детали составит
является лимитирующим, так как влияет на точность обработки. Так, нежелательное увеличение диаметра обработанной поверхности детали составит  = 25. Поэтому при черновой обработке, когда удаляется основной объем припуска, для токарных резцов допустимое значение износа составляет
= 25. Поэтому при черновой обработке, когда удаляется основной объем припуска, для токарных резцов допустимое значение износа составляет  0,8... 1,4 мм. При чистовой же, когда реализуется главное преимущество обработки резанием - высокая точность - эта величина намного меньше:
0,8... 1,4 мм. При чистовой же, когда реализуется главное преимущество обработки резанием - высокая точность - эта величина намного меньше:  0,6 мм.
0,6 мм.
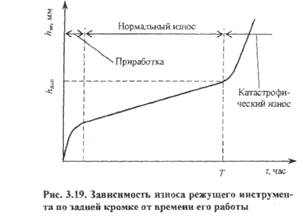
Как показывают многочисленные опыты и практика, в принципе, закономерности изнашивания режущего инструмента и подвижных сопряжений деталей СТС совпадают (рис. 3.19). В период приработки сравнительно быстро происходит удаление с рабочих поверхностей режущего инструмента значительных микронеровностей. На втором этапе скорость износа остается постоянной и достигается предельно допустимое значение износа hдоп, после чего инструмент нужно перетачивать. Под стойкостью инструмента Т понимают суммарное время его работы на определенном режиме резания между переточками.
Стойкость инструмента определяется как свойствами материала заготовки, так и элементами режима резания, среди которых наибольшее влияние на нее оказывает vрез.
При малых скоростях резания она велика, однако производительность обработки слишком низкая. При высоких скоростях стойкость инструмента значительно снижается и много времени требуется на его переточку. Поэтому обработку нужно вести на рекомендуемых справочниками режимах, обеспечивающих наиболее высокую эффективность обработки и соответствующую ей нормативную стойкость инструмента.
Нормативная стойкость учитывает сложность переточки. Для токарных резцов и сверл, имеющих 1-2 режущих лезвия и легко перетачиваемых даже в условиях судовой механической мастерской, она составляет 30...90 мин. Для фрез, разверток и т.п., требующих наличия специальных заточных станков, она достигает десятков и сотен часов.








