 2014-02-24
2014-02-24 2237
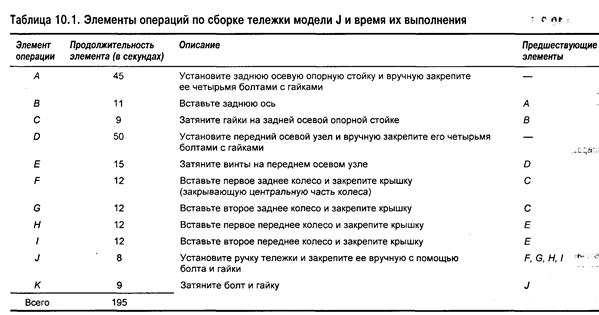
2237На конвейере собирается модель тележки J. В день необходимо изготовить 500 штук. Суммарное время выполнения oопераций – 420 минут, элементы сборочных операций и их продолжительности приведены в табл. 10.1.
Задание: по условиям задачи сбалансируйте линию так чтобы число рабочих мест было минимальным i соответствовало такту конвейера.
Решение:
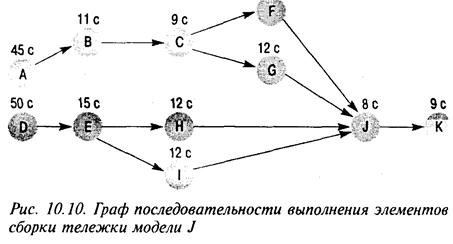
1. Начертите граф последовательности выполнения элементов сборки тележки. Граф, представленный на рис. 10.10 иллюстрирует последовательность выполнения элементов, за данных в табл. 10.1.
2. Определите такт. При определении такта время следуетт выражать в секундах, так как продолжительность элементов за дана в секундах.
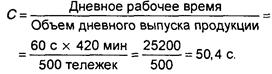
3. Рассчитайте теоретически необходимое минимальное количество рабочих мест (фактическое количество рабочих мест может быть больше):

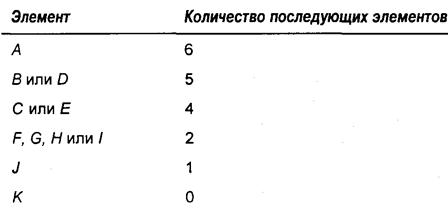
4. Выберите правило, которым следует руководствоваться при определении состава операции на каждом рабочем месте. Практика показывает, что правило нужно выбирать отдельно в каждом конкретном случае. В общем случае при определении состава операций из всей группы элементов вначале можно последовательно извлекать элементы с наибольшим количеством последующих элементов, ранжируя их по мере убывания числа последующих элементов (пусть это будет правилом "а"). Затем в цепочках с заданной последовательностью выполнения элементов среди ближайших последующих элементов выбирают наиболее продолжительные элементы (правило "b"), так как именно они ограничивают возможность достижения баланса. В нашем примере мы используем в качестве исходного правило "а". Ниже представлены все элементы, проранжированные по мере убывания числа последующих элементов.
5. Затем в соответствии с правилом "b" нужно последовательно, начиная с элементов A и В, среди элементов с наибольшим числом последующих элементов находить наиболее продолжительный элемент и включать его в состав операции. Такие последовательные манипуляции нужно продолжать до тех пор, пока суммарное время выполнения элементов не станет равным или несколько меньшим длительности такта. Отобранные элементы войдут в рассматриваемую операцию. Затем из оставшихся элементов аналогичным образом формируют последующие операции до полного исчерпания элементов. Эти манипуляции для примера представлены в табл. 10.2.
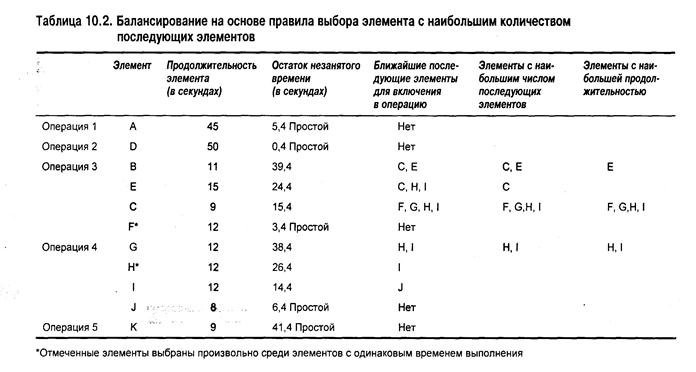
Составленные операции представлены в табл. 10.2. Числу сформированных операций (в нашем примере их 5) соответствует количество необходимых рабочих мест, т.е. Na = 5.
6. Определите эффективность балансирования по формуле:

7. Оцените решение. Значение эффективности, равное 77%, указывает на существование простоев, продолжительность которых для всей поточной линии составляет 23% (1,0-0,77). Из табл. 10.2 и рис. 10.11 можно найти, что общее время простоев составляет 57 с, причем пятая операция имеет максимальный простой, равный 41,4 с.
Возможна ли лучшая балансировка? В этом случае, да. Попытайтесь сбалансировать линию в обратном порядке, вначале по правилу "b", а потом – по правилу "а". Это позволит сбалансировать линию на основе только четырех операций.








