2014-02-24
2014-02-24 2422
2422Размещение оборудования по принципу групповой технологии
При размещении оборудования по принципу групповой технологии, или формирования технологических ячеек, различное оборудование группируют в ячейки для выполнения операций с несколькими изделиями, однородными по конструктивно-технологическим признакам. В настоящее время этот принцип широко используется при металлообработке, производстве чипов для компьютеров и на сборочных работах. Наибольшие преимущества и выгоды от размещения оборудования по принципу формирования технологических ячеек получает производство, работающее по заказам, и мелкосерийное производство. К этим преимуществам относятся следующие:
1. Улучшение человеческих взаимоотношений. В состав ячейки входят несколько рабочих, которые образуют небольшую рабочую бригаду, выполняющую законченный блок работ.
2. Быстрое приобретение и накопление производственного опыта. Рабочие имеют дело с ограниченным числом разнотипных деталей. Поэтому благодаря частому повторению работ с одними и теми же деталями, рабочие быстро обучаются.
3. Уменьшение незавершенного производства и затрат на транспортирование материалов. Ячейка объединяет несколько производственных операций, поэтому детали в ней меньше задерживаются на обработке и не требуется их большого запаса.
4. Быстрая переналадка производства. Ограниченное количество видов выполняемых работ требует относительно небольшого комплекта необходимых инструментов, который можно быстро заменить при переходе на выпуск другой продукции.
Переход от организации производства и размещения оборудования, ориентированных на технологический процесс, к организации производства по принципу групповой технологии предполагает три стадии.
1. Группировка компонентов изделия в семейства, имеющие общие этапы обработки. Эта стадия требует разработки компьютеризированной системы классификации и кодирования деталей. Часто эта стадия самая дорогая, несмотря на то, что многие компании разработали короткие процедуры для идентификации и формирования семейств деталей.
2. Определение структуры доминирующих потоков семейств компонентов, на основе которых размещаются или переразмещаются технологические процессы.
3. Физическая группировка оборудования и технологических процессов в ячейки. На этом этапе иногда некоторые компоненты невозможно включить в какое-либо семейство, а специализированное оборудование нельзя разместить в одной из ячеек из-за того, что оно часто
используется для выполнения работ, относящихся к разным ячейкам. Такие негруппируемые компоненты изделия и оборудование размещают в отдельной ячейке "остатков".
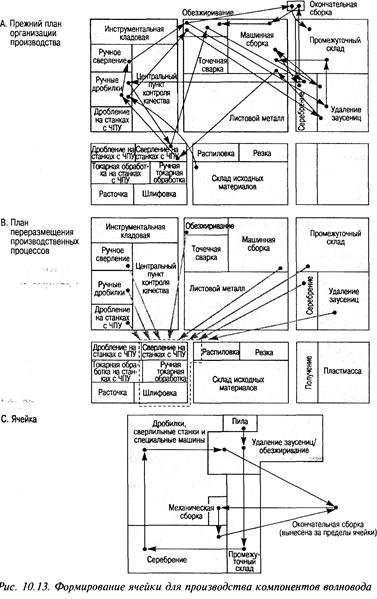
Схема на рис. 10.13 иллюстрирует процесс разработки1 технологических ячеек, который применяют в компании Rockwell Telecommunication Division – производителе компонентов волновода.
На части А рис. 10.13 показано исходное размещение, ориентированное на технологический процесс; на В – план переразмещения технологических операций, основанный на общности этапов обработки компонентов изделия, объединенных в семейства; на С – размещение оборудования и операций в технологической ячейке, в которой выполняются все операции, за исключением последней. Организация технологической ячейки в этом случае наиболее целесообразна, так как:
- были отдельные семейства компонентов изделия;
- было несколько станков каждого типа, поэтому выведение из ячейки какого-либо станка не уменьшало ее пропускной способности;
- рабочие центры представляли собой легко передвигае-мые отдельно стоящие станки, тяжелые, но довольно просто закрепляемые на полу.
Этими тремя особенностями производства всегда следует руководствоваться при принятии решения о целесообразности создания ячеек.
"Виртуальная" технологическая ячейка
Если оборудование не так легко передвигается, его не включают в комплект однородных единиц оборудования при формировании технологической ячейки. Если к тому же однородные семейства компонентов производятся непродолжительное время, скажем, два месяца, формируют временные условные ("виртуальные") ячейки групповой технологии, состоящие, например, из одного сверлильного станка на участке сверления, трех фрезерных станков на фрезерном участке и одной сборочной линии на участке сборки. При этом, в соответствии с принципом групповой технологии, в конкретной ячейке должны осуществляться все работы с конкретным семейством компонентов изделия.