 2014-02-24
2014-02-24 9559
9559Дать рис 34 из Болдина Для некоторых отклонений расположения (соосности, симметричности, пересечения осей, позиционного отклонения и отклонения формы заданного профиля или поверхности) надо указывать в радиусном или диаметральном выражении задано отклонение. При назначении предельного отклонения можно назначить его величину от номинального профиля в любом направлении и тогда надо указать, что оно равно R или T /2 при условии симметричного расположения относительно номинального профиля, или Ø или Т при условии симметричного расположения относительно базового элемента, что предпочтительнее.
8 Рассматриваемый и базовый элементы.
В качестве рассматриваемого элемент а может быть любой элемент детали — поверхность, линия, точка. Базовым элементом называют элемент номинальной формы, который служит основой для оценки отклонений формы реальной поверхности или реального профиля.
9 Допуски взаимного расположения поверхностей.
Каждая поверхность, линия или точка детали может участвовать в различных отклонениях от номинального расположения. Для обеспечения функционально верного расположения поверхностей, взаимное расположение поверхностей элементов детали ограничивают допуском расположения.
10 Суммарные отклонения формы и расположения поверхностей
называют отклонение, являющееся результатом совместного проявления отклонения формы и расположения поверхности или профиля относительно баз.
К суммарным отклонениям относятся радиальное и торцовое биения, биение в заданном направлении, полное радиальное и торцовое биения, отклонения формы заданного профиля и заданной поверхности. Количественно суммарные отклонения формы и расположения оцениваются в зависимости от отклонений точек реального элемента относительно прилегающих баз или.
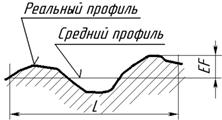
Рисунок 2– Реальный и средний профиль
Средним элементом называют поверхность или профиль, имеющие номинальную форму и такие размеры и расположение, чтобы сумма квадратов расстояний между реальным и средним элементами в пределах нормируемого участка имела минимальное значение.
Цилиндр минимальной зоны – это цилиндр, соприкасающийся с реальной поверхностью и расположенный вне материала детали так, чтобы наибольшее расстояние между реальной поверхностью и цилиндром минимальной зоны в пределах нормируемого участка имело минимальное значение.
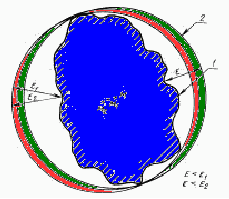
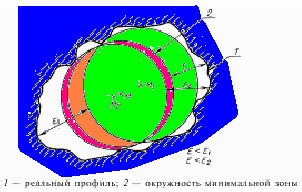
Рисунок 3
Окружность минимальной зоны – это окружность, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы наибольшее расстояние Е между реальным профилем и окружностью минимальной зоны имело минимальное значение.
11 Допуски биения, допуски формы заданного профиля и заданной поверхности, поля допусков.
Радиальное биение – это отклонение от соосности поверхности вращения относительно базовой оси и одновременного отклонения от круглости поперечного профиля в сечении измерения. При определении полного радиального биения кроме вращения детали надо перемещать индикатор вдоль базовой оси вращения. Допуск радиального биения — наибольшее допускаемое значение радиального биения.
Торцовое биения является следствием отклонения от перпендикулярности торцовой поверхности к базовой оси вращения и одновременного влияния отклонений от плоскостности точек торцовой поверхности. При контроле полного торцового биения кроме вращения детали, надо дополнительно перемещать индикатор по радиусу от центра к периферии. Искомой величиной будет разность наибольшего и наименьшего показаний индикатора. Допуск торцового биения – наибольшее допускаемое значение торцового биения.
У деталей со сложным профилем возникают отклонения от идеальной формы, которые оценивают как наибольшее отклонение точек реального профиля от номинального профиля. Для такого отклонения допуск задается в диаметральном и радиусном выражении. Допуск в диаметральном выражении – это удвоенное наибольшее допускаемое значение отклонения формы заданного профиля, а допуск в радиусном выражении – наибольшее допускаемое значение отклонения формы заданного профиля.
Поле допуска для суммарных отклонений формы представляют собой объемные тонкостенные фигуры. Толщина стенок этих фигур равна допуску на отклонение формы. Реальная поверхность годной детали должна находиться внутри этих стенок.
12 Степени точности допусков формы и расположения поверхностей.
ГОСТ 24643-81 «ОНВ Допуски формы и расположения поверхностей. Числовые значения» для каждого вида допуска формы и расположения поверхностей устанавливает 16 степеней точности в интервалах до 2500 и 10000 мм. Степени устанавливаются с 1 по 16 в порядке уменьшения точности.
Величина рабочей поверхности может не совпадать с величиной нормируемого участка или элемента.

