 2014-02-09
2014-02-09 1201
1201Обкаткой называют процесс получения из плоской заготовки изделий, имеющих форму тел вращения, с помощью давильников, перемещающихся вдоль образующей детали. Изделиям при обкатке придается вращательное движение. В зависимости от формы отдельные элементы деталей могут образовываться путем отгибки, обжимки, развальцовки или зиговки (рис. 24.1).
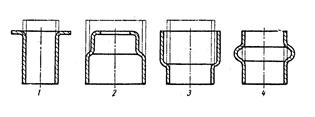
Рисунок 24.1 – Различные виды обкатки:
1 – отгибка; 2 – обжимка; 3 – развальцовка; 4 – зиговка
Критерием величины допустимых деформаций при развальцовке и отгибке служит отношение наибольшего диаметра готовой детали к внутреннему диаметру исходной трубы или обечайки.
где Д ВН – наибольший диаметр детали после отгибки или развалки;
Д ЗАГ – диаметр исходной трубы или обечайки.
Критерием глубины зиговки является допускаемое утончение стенки.
Обкатку производят на зиговочных машинах и давильных станках, в качестве которых могут быть использованы токарные карусельные и лобовые станки.
Зиговочные машины предназначены для образования на цилиндрических деталях отбортовок и зигов различной формы и размеров. Зиговка осуществляется при помощи двух роликов.
Для получения небольших полых деталей тел вращения из плоских или трубчатых заготовок используют оправки из твердых пород дерева или металла.
Давильные работы должны производиться со смазкой. Рекомендуются следующие виды смазок: а) для нержавеющей стали – мыло; б) для алюминия и латуни – воск, жир, керосин, мыло, эмульсия; в) для никеля – воск, сало, мыло, эмульсия.
Днища диаметром до 5000 мм и при толщине материала до 140 мм изготавливают методом обкатки на токарно-карусельных станках. Стоимость этого процесса дешевле, чем при штамповке аналогичных днищ.

