 2014-02-09
2014-02-09 2033
2033Сборка колонных аппаратов
Основными частями любого колонного аппарата являются корпус и контактные устройства. Корпуса колон могут быть цельносварными, паяными или разъемными. На их изготовление и сборку распространяются требования ОСТ 26-291-94, ДСТУ 3-17-191-2000. Особенность сборки корпусов колонн – необходимость их строгой вертикальности. Для обеспечения этого требования по окончании сборки на цельносварных корпусах должны быть установлены в двух взаимно перпендикулярных осевых сечениях визиры, предназначенные в качестве базы для установки тарелок и монтажа колонн.
Если колонну собирают из отдельных царг, непараллельность уплотнительных поверхностей их фланцев после механической обработки должна быть не более 0,4 мм на 1 мм диаметра и не больше 1 мм на весь диаметр. Неперпендикулярность уплотнительных поверхностей фланцев царг к образующей обечайки не должна превышать 0,6 мм на 1 м высоты царги, и не должна быть более 2 мм на всю ее высоту. Предельные отклонения царг по высоте составляет ±2 мм на 1 м номинального размера, но не более ±5 мм на всю их высоту.
По конструктивному признаку колонны разделяются на насадочные и тарельчатые. Контактными элементами в насадочных колоннах служат кольца, седла, сетки, решетки, спирали или другие элементы, имеющие хорошо развитую поверхность. В тарельчатых колоннах в качестве контактных устройств используют колпачковые, клапанные, ситчатые, инжекционные и другие барботажные элементы.
Колпачковые тарелки могут быть изготовлены из различных марок стали, чугуна, цветных металлов, керамики и пр.
Стандартные тарелки имеют штампованное основание, паровые патрубки, колпачки, сливные трубы, опорные кольца, перегородки и крепежные детали, переливные пороги и др.
Перед сборкой следует проверить плоскости оснований или секций. Местные выпучины и кривизна на секциях не должны превышать 4 мм, а на цельных основаниях – 5 мм. Отклонения по шагу между соседними отверстиями под паровые патрубки должны быть в пределах ±2 мм, а между крайними отверстиями – ±4 мм.
Паровые патрубки и сливные трубы в основаниях крепят сваркой или разбортовкой. В сборе верхние торцы паровых патрубков должны лежать в плоскости, параллельной основанию с отклонениями от нее в пределах ±3 мм.
Отклонение уровня верхних торцов сливных труб относительно поверхности тарелок допускается в пределах ±3 мм. Базой служит параллельная основанию плоскость, проведенная через верхние торцы сливных труб.
Тарелка в сборе считается герметичной, если уровень воды, налитой на тарелку, в течение 20 мин. понижается не более чем на 25 мм. Концентрация течи в одном месте не допустима.
Перекос колпачков относительно плоскости тарелки, измеряемой от верха прорезей, не должен превышать ±1 мм.
Ниже приведен типовой технологический процесс сборки тарелки с капсульными колпачками (табл. 30.3).
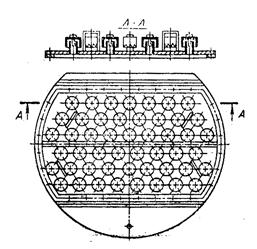
Рисунок 30.5 – Тарелка колпачковая








