 2014-02-09
2014-02-09 6976
6976Устройство проволокошвейной машины БПШ-4 (ее технологическая схема показана на рис. 73) является типичным для проволокошвейных машин, предназначенных для шитья втачку и внакидку. Такие машины и в наше время широко применяются в типографиях.
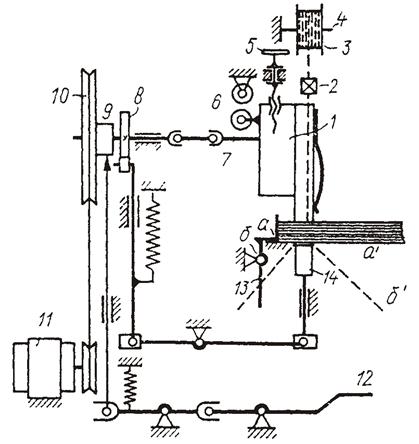 Основные узлы: швейный аппарат 1; электродвигатель 11, соединенный клиноременной передачей со шкивом 10; однооборотная муфта 9; педаль включения 12; кронштейн 4, на котором помещаются устройство для выравнивания проволоки 2 и катушка с проволокой 3; поворотный стол 13; скобозагибающее устройство 14.
Основные узлы: швейный аппарат 1; электродвигатель 11, соединенный клиноременной передачей со шкивом 10; однооборотная муфта 9; педаль включения 12; кронштейн 4, на котором помещаются устройство для выравнивания проволоки 2 и катушка с проволокой 3; поворотный стол 13; скобозагибающее устройство 14.
Рис. 73. Устройство проволокошвейной машины БПШ-4
На приводном валу 7 находится кулак 8, управляющий работой скобозагибателей 14. Маховичок 5 необходим для подъема и опускания швейного аппарата 1 в зависимости от толщины сшиваемого блока. Ролики 6 служат для контроля расстояния между швейным аппаратом 1 и поворотным столом 13, устанавливаемым в соответствии с толщиной сшиваемого изделия. Блок, предназначенный для скрепления на машине, должен плотно входить в промежуток между роликами 6.
Поворотный стол 13 устанавливается в положение а при сшивании продукции втачку и в положение б при сшивании внакидку. Эта перестановка осуществляется поворотом стола на 90° и совмещением соответствующих отверстий в столе с крепящим винтом в станине. На плоскости стола размещаются упоры для выравнивания брошюры в головке и корешке.
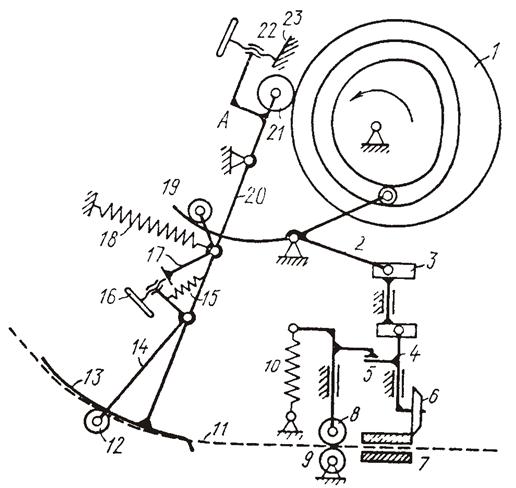
Рис. 74. Кинематическая схема швейного аппарата машины БПШ-4
Подобранный экземпляр вручную укладывается на стол 13 и выравнивается об упоры. Затем следует включение однооборотной муфты 9 педалью 12. Приводной вал 7 начинает вращаться, и швейные механизмы совершают полный цикл работы, во время которого изделие сшивается. Совершив полный оборот, муфта 9 выключается (педаль 12 в это время отпущена). Брошюра передвигается на соответствующее расстояние для шитья второй скобой − и машина снова включается.
Проволока разматывается и подается при помощи механизма, кинематическая схема которого показана на рис. 74. Кулак 1 при включении машины вращается в направлении, указанном стрелкой. Рычаг 20 под действием пружины 18 при уменьшении радиуса кулака 1 поворачивается вокруг опоры А по часовой стрелке до тех пор, пока регулировочный винт 22 не коснется неподвижной горки 23. Ролик 21 на верхнем конце рычага 20 в этот момент отрывается от профиля кулака 1. При движении нижнего конца рычага 20 справа налево проволока 11 свободно проскальзывает между планкой 13 и рубчатым роликом 12, так как в это время рычажок 14 поворачивается против часовой стрелки под действием рычагов 17 и 19, а ролик 12 отходит от планки 13.
В начале цикла кулак 1 отводит верхний конец рычага 20 и заставляет его поворачиваться против часовой стрелки. Рычажок 14, освобождаясь от давления рычага 12, под действием пружины 15 прижимает роликом 12 проволоку 11 к планке 13. Проволока 11 движется вместе с нижним концом рычага 20 и попадает в швейный аппарат.
Винтом 22 можно регулировать величину подачи проволоки 11. Если его ввинчивать, то рычаг 20 будет поворачиваться на меньший угол, так как винт 22 быстрее коснется горки 23. При вывертывании винта 22 размах качания рычага 20 будет увеличиваться, а следовательно, увеличится и шаг подачи проволоки 11. Винт 16 необходим для регулировки зазора между роликом 12 и планкой 13 в том случае, когда меняется диаметр проволоки 11, а также для усиления ее зажима.
Когда подача проволоки 11 закончится, начинает работать механизм резки проволоки. Дисковый нож 6 опускается трехплечим рычагом 2 через соединительною тягу 3 и ползун ножа 4. Нож 6 проходит вплотную к обрезу втулки 7, через который проталкивается проволока 11, и отрезает заготовку. Перекрытие диском ножа 6 отверстия втулки регулируется эксцентричным винтом на рычаге 2. При опускании палец 5 освобождает ролик 8, который прижимается к неподвижному ролику 9 пружиной 10, и удерживает проволоку 11 от перемещения вместе с рычагом 20, возвращающимся в крайнее левое положение, иначе проволока будет выскакивать из втулки 7.
При изменении толщины сшиваемого блока меняется и длина проволочной заготовки скобы. Механизм резки проволоки должен находиться от вертикальной оси швейного аппарата на расстоянии равном половине длины заготовки, иначе скоба получится несимметричной: одна ножка будет длиннее другой. Это расстояние устанавливается автоматически при подъеме или опускании швейного аппарата в соответствии с толщиной сшиваемого изделия. При этом винт 22 скользит по горке 23, при выборе наклона которой учитывается длина заготовки проволоки 11. Механизм резки передвигается в направляющих эксцентричным пальцем.
Отрезная заготовка попадает в проволокодержатель 1 (рис. 75), где удерживается защелкой 2. Под нажимом плоской пружины 9 проволокодержатель 1 поворачивается по часовой стрелке и подает заготовку под скобоформирующую планку 4.
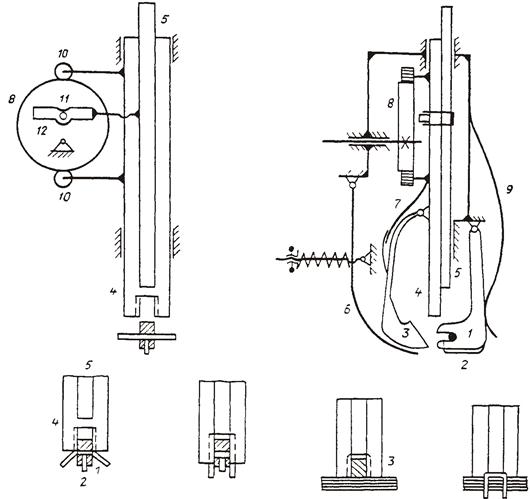
Рис. 75. Швейные механизмы машины БПШ-4
В середине планки 4 имеется вырез, в который при опускании планки 4 попадает головка проволокодержателя 1. Боковыми поверхностями планка 4 отгибает концы заготовки вниз справа и слева от проволокодержателя 1. По мере опускания формирующей планки 4 ножки скобы входят во внутренние прорези, а проволокодержатель 1 возвращается в исходное положение.
Под воздействием подпружиненного профиля 6 место проволокодержателя 1 занимает скобоподдерживатель 3, который шарнирно прикреплен к планке 4 и опускается вместе с ней. Скобоподдерживатель 3 не позволяет ножкам скобы согнуться внутрь в момент прокалывания бумаги, а спинке скобы − деформироваться под воздействием скобопроталкивающей планки 5.
Скобопроталкивающая планка 5 после того, как скобоформирующая 4 достигнет нижнего положения и спрессует бумагу, начинает опускаться и продавливать скобу в бумагу. Скошенная часть скобоподдерживателя 3 под давлением планки 5 постепенно выходит из-под скобы, сжимая пружину профиля 6. При подъеме скобоформирующей 4 и скобопроталкивающей 5 планок в конце цикла пружина 7 отводит скобоподдерживатель 3 в крайнее левое положение. Проталкивающая планка 5 плотно прижимает спинку скобы к бумаге и удерживает ее до тех гор, пока скобозагибающий механизм не подогнет ножки скобы.
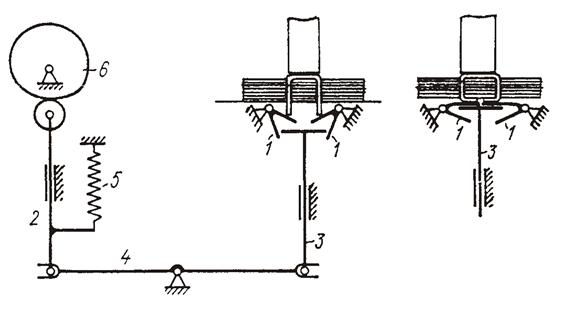
Рис. 76. Скобозагибающий механизм машины БПШ-4
Привод формирующей планки 4 происходит от кулака 8 с эквидистантным профилем с роликами 10. Проталкивающая планка 5 движется пальцем 11, входящим в рамку 12, жестко связанную с планкой 5. Чтобы планка 5 некоторое время выстаивала в нижнем положении, в ней сделан радиальный профиль. Левая схема на рис. 75 условно развернута, и привод планок показан так, чтобы нагляднее представить его устройство.
Скобозагибающий механизм машины БПШ-4 показан на рис. 76. Кулак 6 через штангу 2, коромысло 4 и толкатель 3 приподнимает сухарики 1, которые подгибают ножки скобы и прижимают их к сшиваемому блоку. Пружина 5 опускает толкатель 3, а сухарики 1 возвращаются в исходное положение.








